5 – finition, 6 p a ra mètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 604
604
7.
6 P
a
ra
mètr
es d'usinag
e
5 – Finition
Finition – Outils standard
TURN PLUS sélectionne les outils en fonction du lieu d'usinage et du
sens principal de l'usinage (HBR) avec l'angle d'attaque et l'angle de
pointe.
De plus :
Les outils de finition standard sont utilisés en priorité.
Si l'outil de finition standard n'est pas capable d'usiner les éléments
de forme Tournages libres (forme FD) et les dégagements (forme E,
F, G), les éléments de forme sont alors occultés les uns après les
autres. TURN PLUS essaie d'usiner le „contour résiduel“ de
manière récurrente. Les éléments de forme occultés sont usinés
par la suite avec un outil adapté.
Facteur de réduction de profondeur de coupe [SRF]
Pour les opérations d'ébauche avec outils non utilisés dans le
sens d'usinage principal, la passe (profondeur de coupe) est
réduite de cette valeur.
Passe (P) pour les cycles d'ébauche (G810, G820):
P = ZT * SRF
(ZT: Passe prélevée dans la banque de données
technologiques)
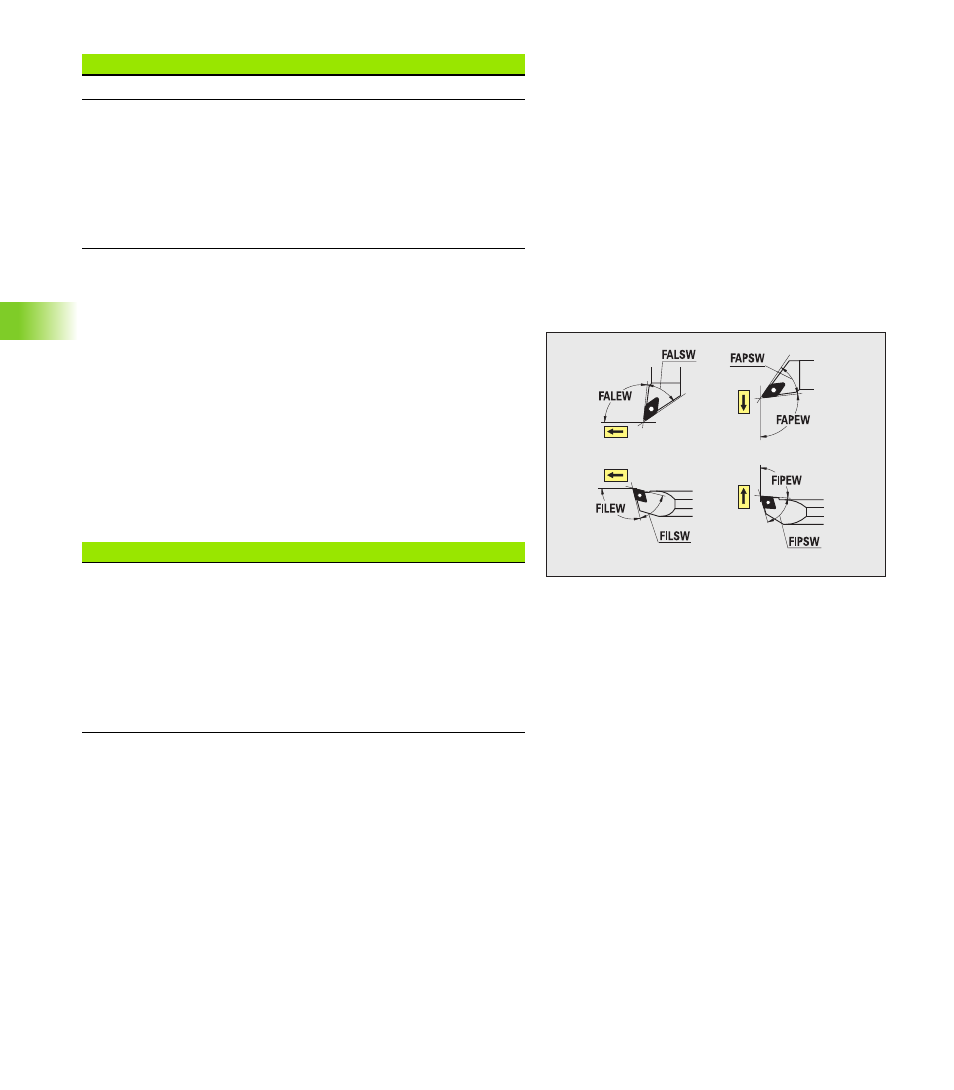
Cycles d'usinage
Outils standard
Angle d'attaque – ext./long. [FALEW]
Angle de pointe – ext./long. [FALSW]
Angle d'attaque – ext./transv. [FAPEW]
Angle de pointe – ext./transv. [FAPSW]
Angle d'attaque – int./long. [FILEW]
Angle de pointe – int./long. [FILSW]
Angle d'attaque – int./transv. [FIPEW]
Angle de pointe – int./transv. [FIPSW]