Finition du contour g890, 20 cy cles de t our nag e liés à un cont our – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 233
CNC PILOT 4290 HEIDENHAIN
233
4.20 Cy
cles de t
our
nag
e
liés à un cont
our
Finition du contour G890
G890 effectue la finition de la zone de contour définie par „NS, NE", y
compris les chanfreins/arrondis en une passe de finition. L'usinage
s'effectue de „NS à NE“.
Codes de masquage pour gorges et
dégagements
Appel G
Fonction
Code D
G22
Joint d'étanchéité gorge
512
G22
Circlip gorge
1.024
G23 H0
Gorge générale
256
G23 H1
Tournage libre
2.048
G23 H4
Dégagement de forme U 32.768
G23 H5
Dégagement de forme E
65.536
G23 H6
Dégagement de forme F
131.072
G23 H7
Dégagement de forme G 262.744
G23 H8
Dégagement de forme H 524.288
G23 H9
Dégagement de forme K
1.048.576
Additionnez les codes pour masquer plusieurs
éléments.
K
1
2
H=
2
0
Q = 3
Z
Q=
1
X
Z
I
Ø
Paramètres
NS
Numéro de séquence initiale (début de la section de contour)
NE
Numéro de séquence finale (fin de la section de contour)
NE non programmé: L'élément de contour NS est usiné
dans le sens de définition du contour.
NS=NE programmé: L'élément de contour NS est usiné
dans le sens inverse du sens de définition du contour.
E
Comportement de plongée
E=0: Ne pas usiner les contours tombants
E>0: Avance de plongée
Pas d'introduction: Usiner les contours tombants avec
l'avance programmée
V
Désignation début/fin (par défaut: 0)
Un chanfrein/arrondi est usiné:
V=0: Au début et à la fin
V=1: Au début
V=2: A la fin
V=3: Pas d'usinage
V=4: Usinage d'un chanfrein/arrondi, pas l'élément de base
(condition: Section de contour avec un élément)
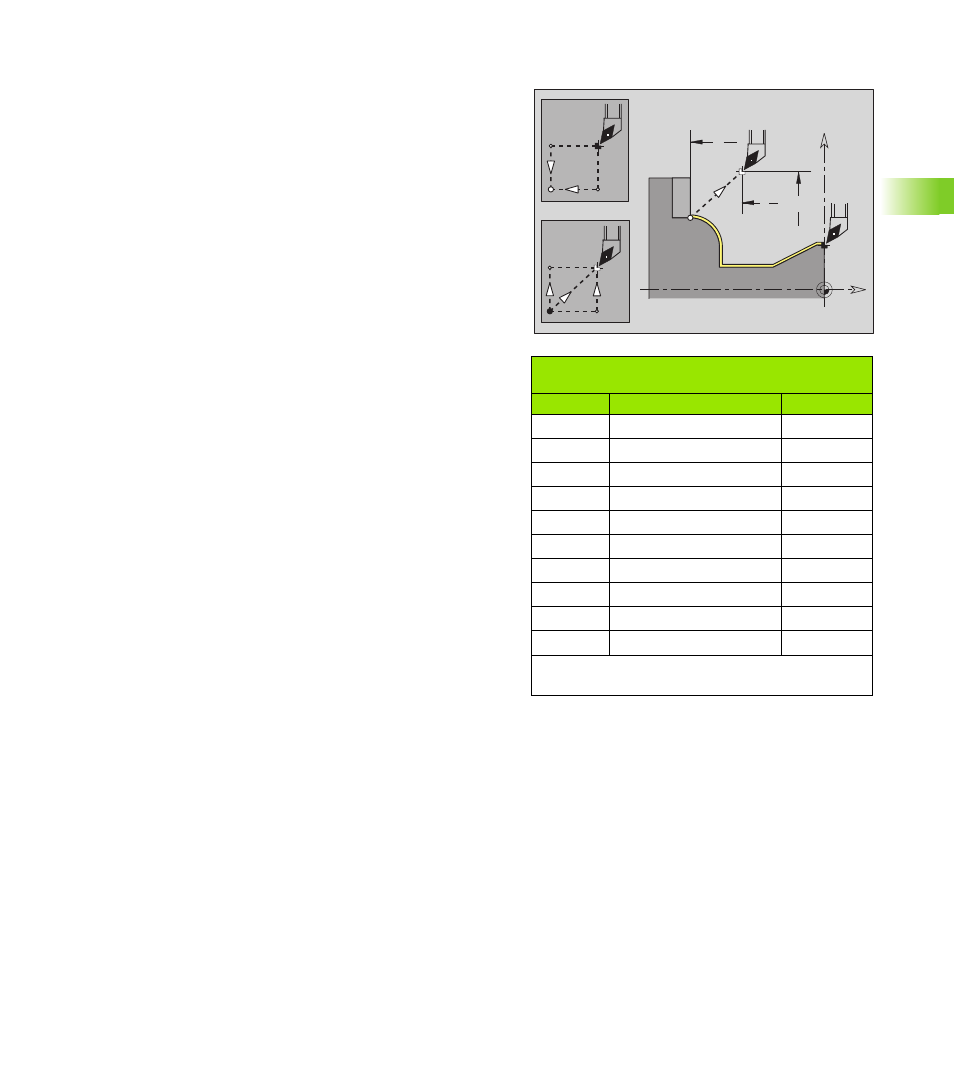
Q
Mode d'approche (par défaut: 0)
Q=0: Sélection automatique – La CNC PILOT examine:
Approche en diagonale
Sens X, puis Z
Equidistance autour de l'obstacle
Ignorer les premiers éléments de contour si la position
initiale est inaccessible
Q=1: D'abord sens X, puis Z
Q=2: D'abord sens Z, puis X
Q=3: Pas d'approche – L'outil se trouve à proximité du point
initial
Q=4: Finition restante