13 déplacements linéaires et circulaires simples, Droite g1 – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 193
CNC PILOT 4290 HEIDENHAIN
193
4.13 Déplacements linéair
e
s et cir
c
ulair
e
s simples
4.13 Déplacements linéaires et
circulaires simples
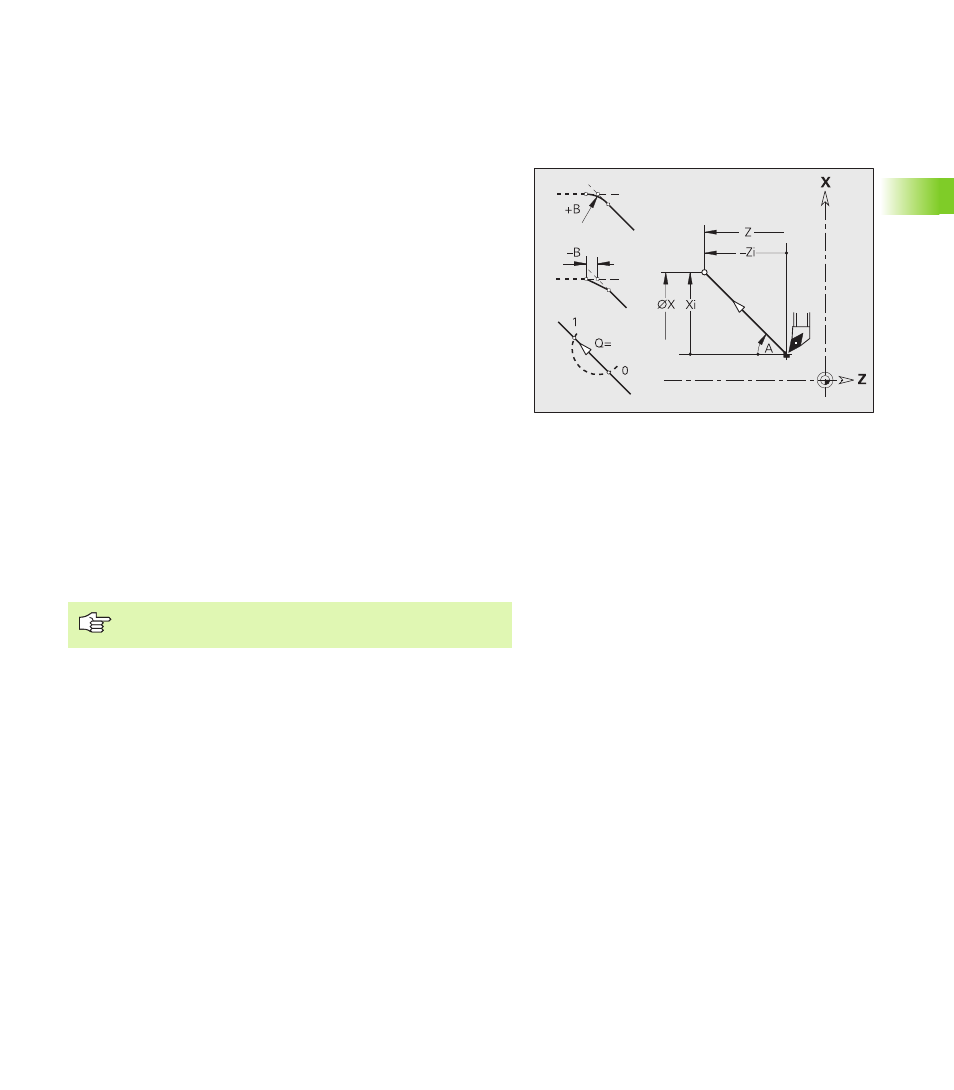
Droite G1
G1 déplace l'outil en avance d'usinage sur une trajectoire linéaire
jusqu'au „point final".
Paramètres
X
Point final (cote de diamètre)
Z
Point final
A
Angle (direction angulaire: voir figure d'aide)
Q
Point d'intersection. Point final lorsque la droite coupe un arc de
cercle (par défaut: 0):
Q=0: Point d'intersection proche
Q=1: Point d'intersection éloigné
B
Chanfrein/arrondi. Définit la transition à l'élément de contour
suivant. Programmez le point final théorique si vous indiquez
un chanfrein/arrondi.
aucune introduction: Raccordement tangentiel
B=0: Raccordement non tangentiel
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
E
Facteur d'avance spécial pour chanfrein/arrondi (par défaut: 1)
Avance spéciale = avance active * E (0 < E <= 1)
Programmation X, Z: en absolu, en incrémental, modal
ou „?“