Parallèle au contour avec outil neutre g835, 20 cy cles de t our nag e liés à un cont our – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 225
CNC PILOT 4290 HEIDENHAIN
225
4.20 Cy
cles de t
our
nag
e
liés à un cont
our
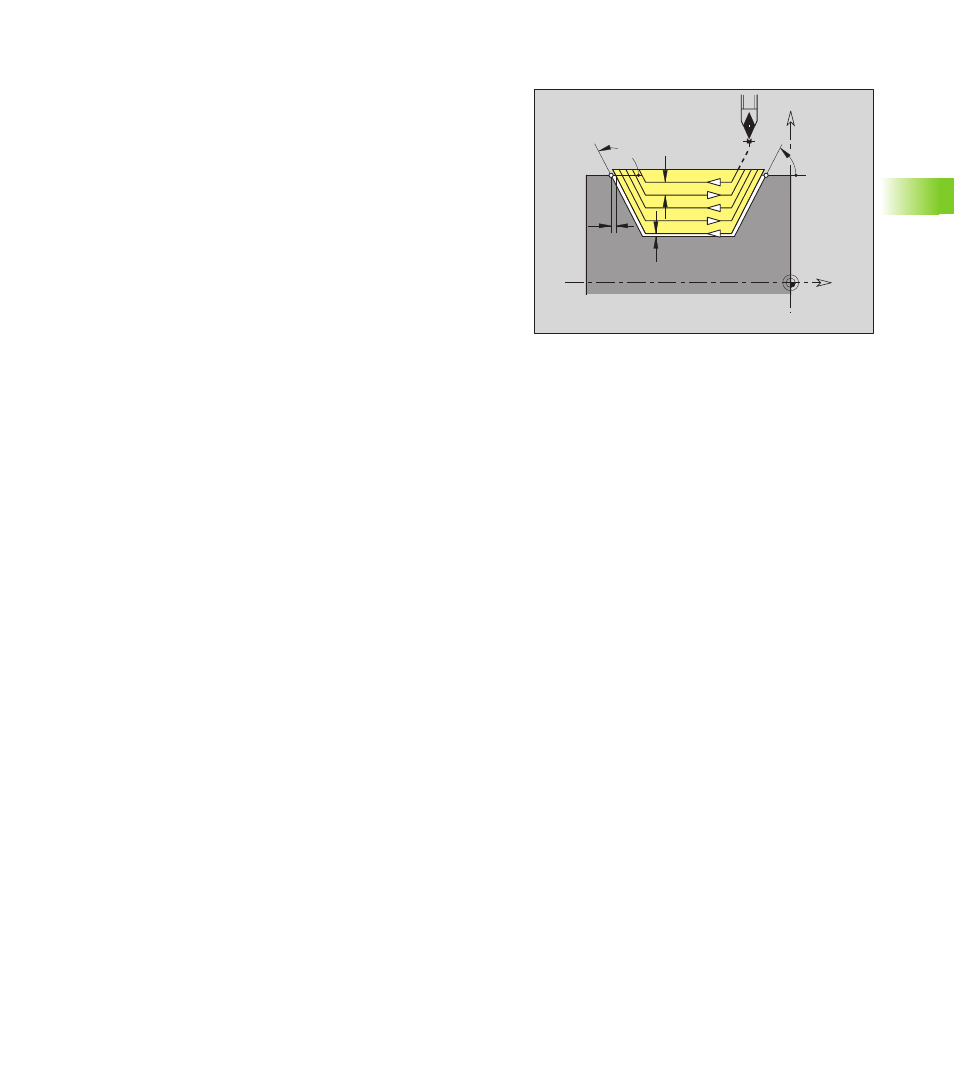
Parallèle au contour avec outil neutre G835
G835 ébauche la zone de contour définie par „NS, NE" de manière
parallèle au contour et bidirectionnelle. Le cas échéant, la surface à
usiner est subdivisée en plusieurs zones (exemple: contours
concaves).
X
Z
K
P
W
A
I
Ø
Paramètres
NS
Numéro de séquence initiale (début de la section de contour)
NE
Numéro de séquence finale (fin de la section de contour)
NE non programmé: L'élément de contour NS est usiné
dans le sens de définition du contour.
NS=NE programmé: L'élément de contour NS est usiné
dans le sens inverse de la définition du contour
P
Plongée max.
I
Surépaisseur en X (cote de diamètre) – (par défaut: 0)
K
Surépaisseur en Z (par défaut: 0)
X
Limite d'usinage dans le sens X (cote de diamètre) – (par
défaut: pas de limite d'usinage)
Z
Limite d'usinage dans le sens Z (par défaut: pas de limite
d'usinage)
A
Angle d'approche (référence: Axe Z) – (par défaut: 0°/180°;
parallèlement à l'axe Z)
W
Angle de sortie (référence: Axe Z) – (par défaut: 90°/270°;
perpendiculaire à l'axe Z)
Q
Type de dégagement en fin de cycle (par défaut: 0)
Q=0: Retour au point initial (sens X, puis Z)
Q=1: Positionne l'outil devant le contour fini
Q=2: Relève l'outil à la distance de sécurité et stoppe
V
Désignation début/fin (par défaut: 0)
Un chanfrein/arrondi est usiné:
V=0: Au début et à la fin
V=1: Au début
V=2: A la fin
V=3: Pas d'usinage
V=4: Usinage d'un chanfrein/arrondi – Pas l'élément de
base (condition: Section de contour avec un élément)