5 p a ramètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 374
7 Paramètres
362
7.5 P
a
ramètr
es d'usinag
e
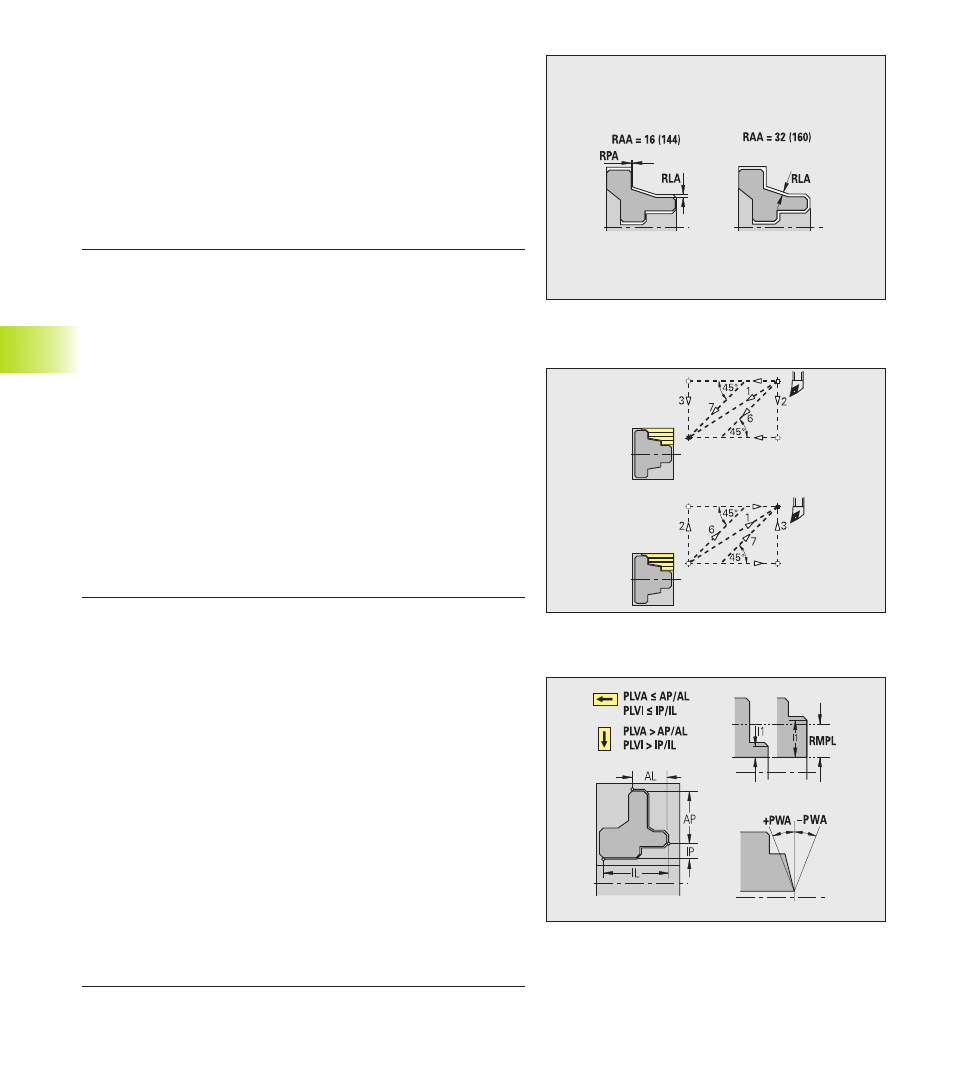
Des surépaisseurs peuvent être ajoutées à la zone de la pièce finie:
■
Type de surépaisseur [RAA]
■
16: surépaisseur longitudinale/transversale différente – pas de
surépaisseurs isolées
■
144: surépaisseur longitudinale/transversale différente – avec
surépaisseurs isolées
■
32: surépaisseur équidistante – pas de surépaisseurs isolées
■
160: surépaisseur équidistante – avec surépaisseurs isolées
■
Equidistante ou longitudinale [RLA]: Surépaisseur équidistante
ou longitudinale
■
Aucune ou transversale [RPA]: Surépaisseur transversale
Ebauche – Analyse de l'usinage
A l'aide de PLVA/PLVI, TURN PLUS détermine s'il doit réaliser un
usinage longitudinal ou un usinage transversal.
■
Rapport transversal/longitudinal externe [PLVA]
■
PLVA <= AP/AL: usinage longitudinal
■
PLVA > AP/AL: usinage transversal
■
Rapport transversal/longitudinal interne [PLVI]
■
PLVI <= IP/IL: usinage longitudinal
■
PLVI > IP/IL: usinage transversal
■
Longueur transversale min. [RMPL] (rayon): définit si l'élément
transversal du devant d'un contour externe de la pièce finie doit
subir une ébauche transversale.
■
RMPL > l1: sans ébauche transversale particulière
■
RMPL < l1: avec ébauche transversale particulière
■
RMPL = 0: cas particulier
■
Diff. angle transv. (écart angulaire transversal) [PWA]:Le
premier élément du devant est un élément transversal s'il est
situé à l'intérieur de +PWA et –PWA.
Ebauche – Approche et sortie du contour
■
Approche ébauche externe [ANRA]
■
Approche ébauche interne [ANRI]
■
Départ (sortie) ébauche externe [ABRA]
■
Départ (sortie) ébauche interne [ABRI]
Mode de sortie/d'approche:
■
1: sens X et Z simultanément
■
2: sens X puis Z
■
3: sens Z puis X
■
6: déplacement accouplé, sens X avant Z
■
7: déplacement accouplé, sens Z avant X
Les déplacements d'approche et de sortie du contour sont
effectués en avance rapide (G0).