5 p a ramètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 373
CNC PILOT 4290 HEIDENHAIN
361
7.5 P
a
ramètr
es d'usinag
e
Ebauche – Tolérances d'outils et surépaisseurs
Règles en vigueur pour la sélection de l'outil:
■
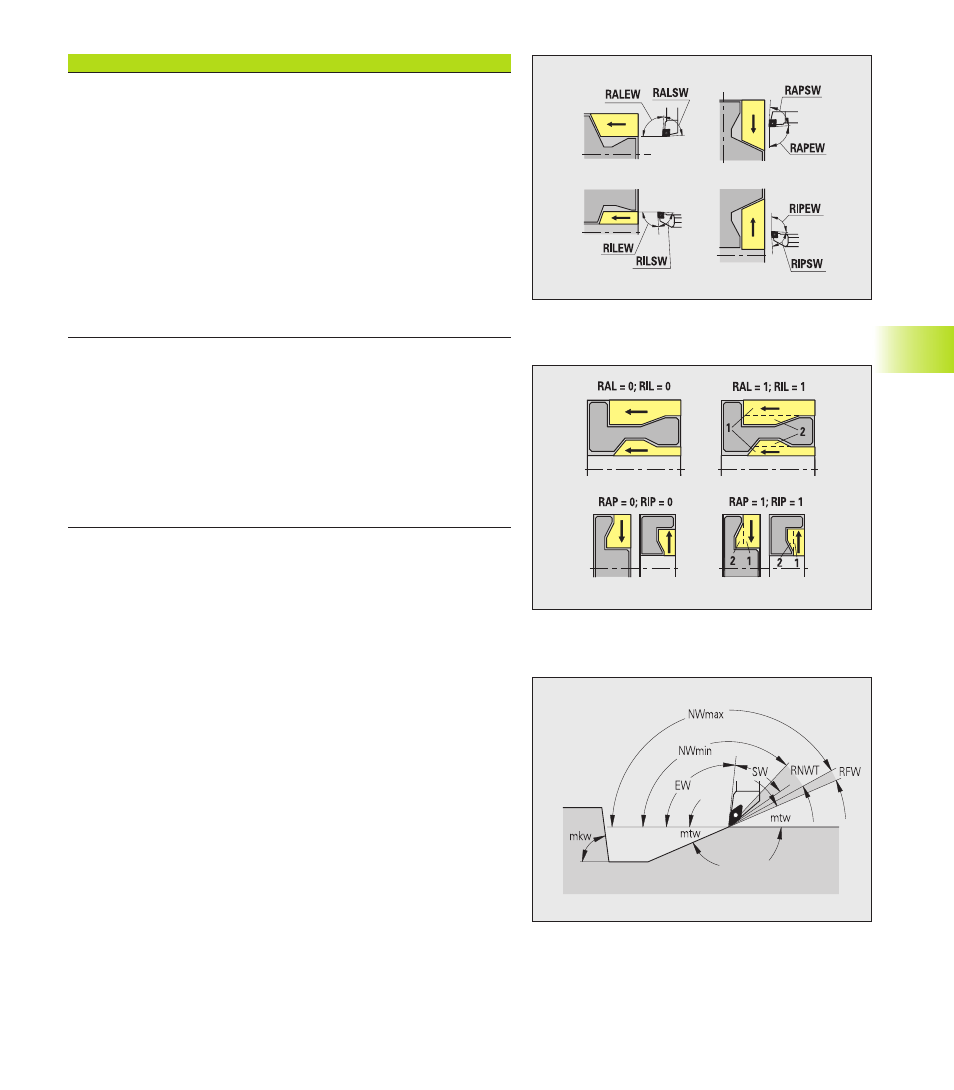
Angle de réglage (EW): EW >= mkw (mkw: angle de contour
ascendant)
■
Angle de réglage (EW) et de pointe (SW):
NWmin < (EW+SW) < NWmax
■
Angle secondaire (RNWT): RNWT = NWmax – NWmin
■
Tolérance angle secondaire [RNWT] – Plage de tolérance pour
l'arête de coupe secondaire
■
Angle de coupe de dégagement [RFW] – Différence min. contour
– arête de coupe secondaire
4 – Ebauche
Ebauche – Outils et usinages standard
Les outils sont sélectionnés en fonction du lieu d'usinage et du
sens de l'usinage principal (HBR) avec l'angle de réglage et l'angle
de pointe. De plus, on a:
■
Les outils d'ébauche standard sont utilisés en priorité.
■
En alternative, on utilise les outils permettant l'usinage intégral.
■
Angle de réglage – ext./long. [RALEW]
■
Angle de pointe – ext./long. [RALSW]
■
Angle de réglage – ext./transv. [RAPEW]
■
Angle de pointe – ext./transv. [RAPSW]
■
Angle de réglage – int./long. [RILEW]
■
Angle de pointe – int./long. [RILSW]
■
Angle de réglage – int./transv. [RIPEW]
■
Angle de pointe – int./transv. [RIPSW]
Paramètres pour l'usinage des zones de contour:
■
Standard/complet – ext./long. [RAL]
■
Standard/complet – int./long. [RIL]
■
Standard/complet – ext./transv. [RAP]
■
Standard/complet – int./transv. [RIP]
Introduction:
■
0: ébauche complète avec plongée. TURN PLUS recherche un
outil pour l'usinage intégral.
■
1: ébauche standard sans plongée