4 cy cles multipasses – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 109
MANUALplus 4110 HEIDENHAIN
109
4.4 Cy
cles Multipasses
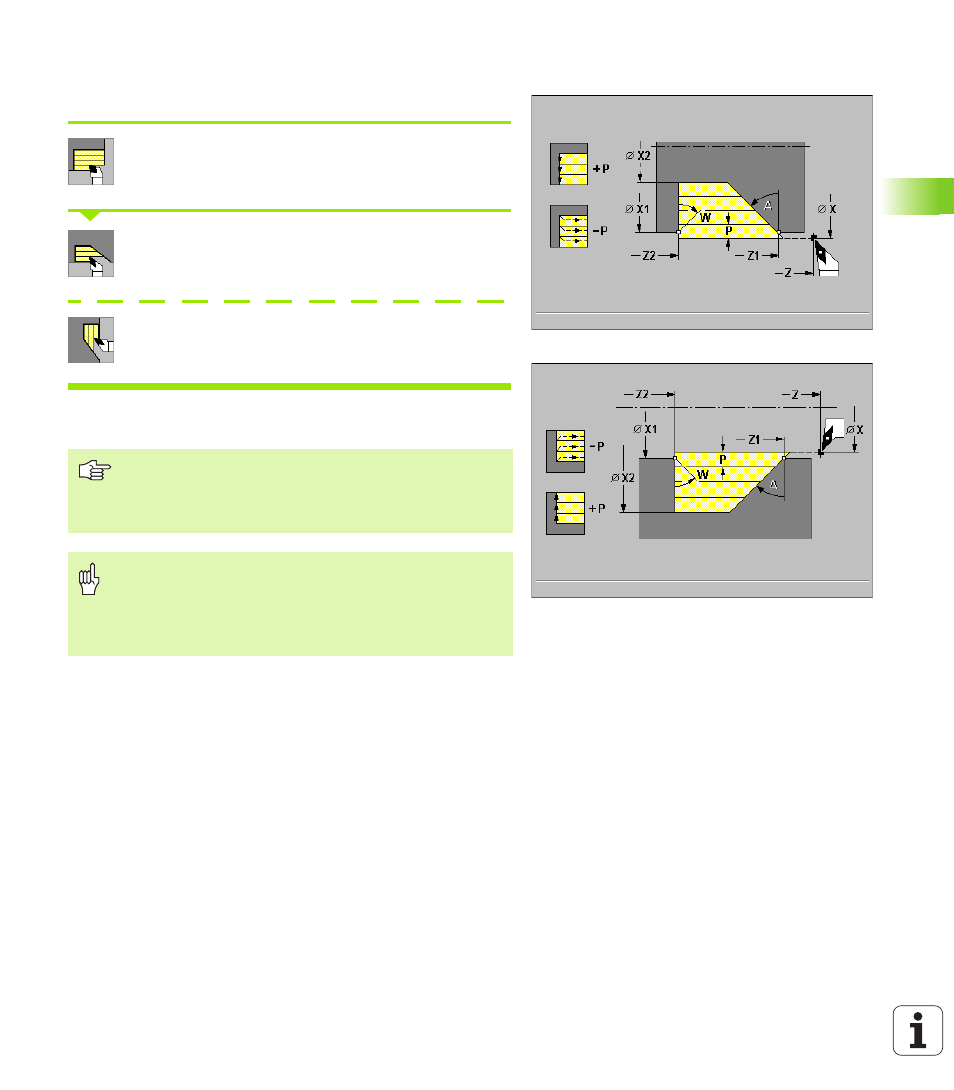
Multipasses longitudinales/transversales avec
plongée
Sélectionner „Multipasses longitudinales/
transversales“
Sélectionner „Plongée longitudinale“ (figures de
droite)
Sélectionner „Plongée transversale“ (figures à la
page suivante)
Le cycle réalise l'ébauche de la zone définie par „X1, Z1“, „X2, Z2“ et
l'„angle de plongée A“.
Paramètres du cycle
X, Z Point de départ
X1, Z1 Point de départ du contour
X2, Z2 Point final du contour
P Profondeur de passe:
Plongée max.
P>0: Usine le long du contour
P<0: Outil relevé à 45° de 1 mm
A Angle de plongée
(par défaut: 0°): Plage: 0° <= A < 90°
W Angle final:
Biseau en fin de contour – Plage: 0° <= W < 90°
T Numéro d'outil
S Vitesse de rotation/vitesse de coupe
F Avance par tour
Plus l'outil plonge selon un angle à forte pente, plus la
réduction de l'avance est importante (50% max.).
Tenez compte des cotes des outils (cf. “Outils pour
usinage transversal” à la page 419).
Attention Risque de collision !
Si l'angle de réglage et de pointe de l'outil ne sont pas
définis, celui-ci plonge selon l'angle de plongée. S'ils sont
définis, l'outil plonge selon l'angle de plongée max.
possible. Le reste de matière demeure.