Différences entre les cycles 31 à 33 et 481 à 483, Principes de base 19.1 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 617
Principes de base
19.1
19
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
617
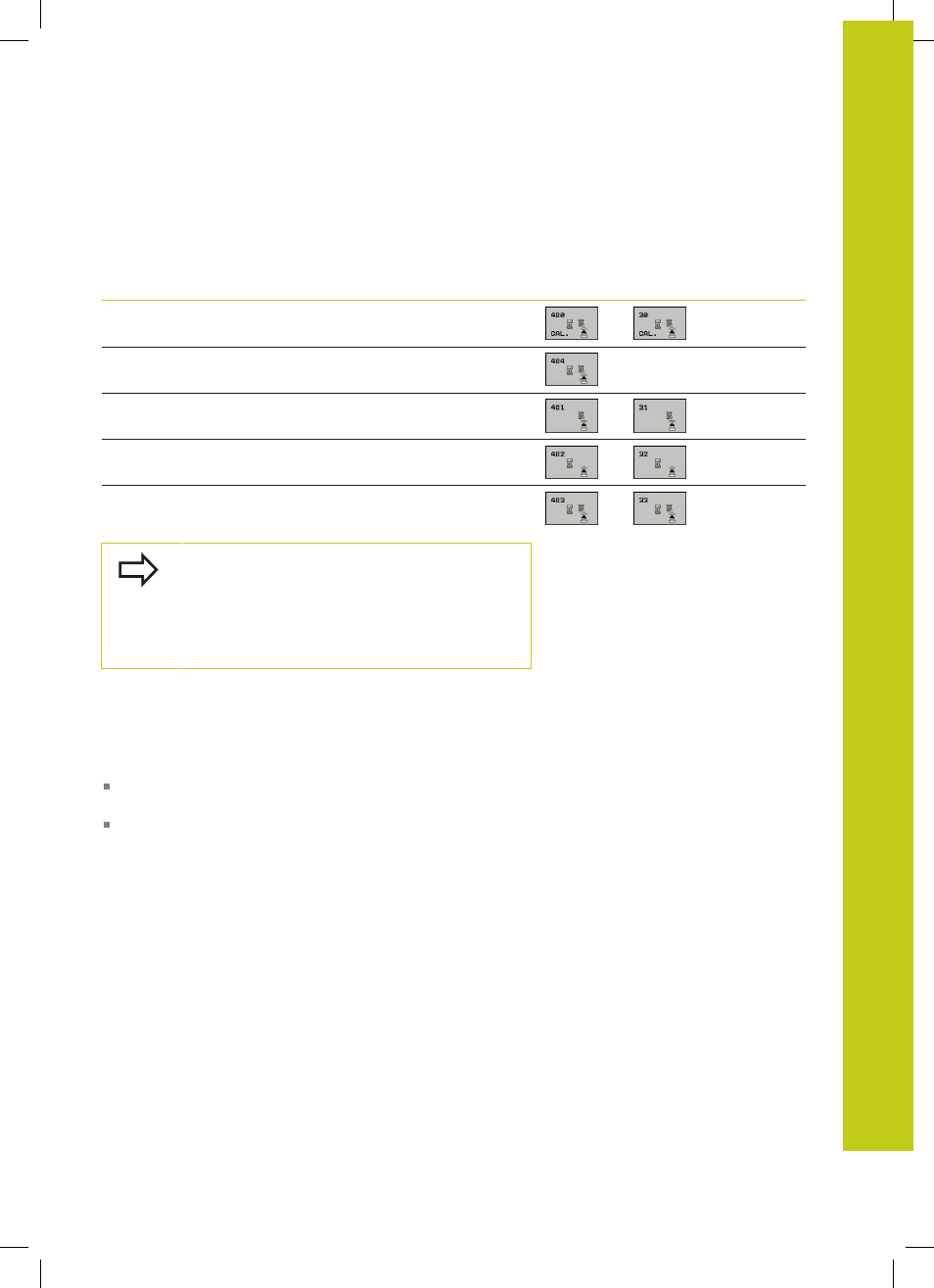
Les cycles pour l'étalonnage d'outils se programment en mode
Programmation via la touche TOUCH PROBE. Vous disposez des
cycles suivants :
Cycle
Nouveau
format
Ancien
format
Page
Etalonnage d'un TT, cycles 30 et 480
Etalonnage du TT 449 sans câble, cycle 484
Etalonnage d'une longueur d'outil, cycles 31 et 481
Etalonnage du rayon d'outil, cycles 32 et 482
Etalonnage d'une longueur et d'un rayon d'outil, cycles 33 et 483
Les cycles d'étalonnage ne fonctionnent que si la
mémoire centrale d'outils TOOL.T est active.
Avant de travailler avec les cycles d'étalonnage,
vous devez saisir toutes les données nécessaires
à l'étalonnage dans la mémoire centrale d'outils et
appeler l'outil à étalonner avec
TOOL CALL.
Différences entre les cycles 31 à 33 et 481 à 483
Les fonctions et les modes opératoires des cycles sont identiques.
Cependant, entre les cycles 31 à 33 et 481 à 483 subsistent les
deux différences suivantes :
Les cycles 481 à 483 existent également en DIN/ISO, soit les
cycles G481 à G483
Pour l'état de la mesure, les nouveaux cycles utilisent le
paramètre fixe
Q199 au lieu d'un paramètre sélectionnable.