14 exemples de programmation, Exemples de programmation – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 564
Cycles palpeurs : contrôle automatique des pièces
16.14 Exemples de programmation
16
564
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
16.14
Exemples de programmation
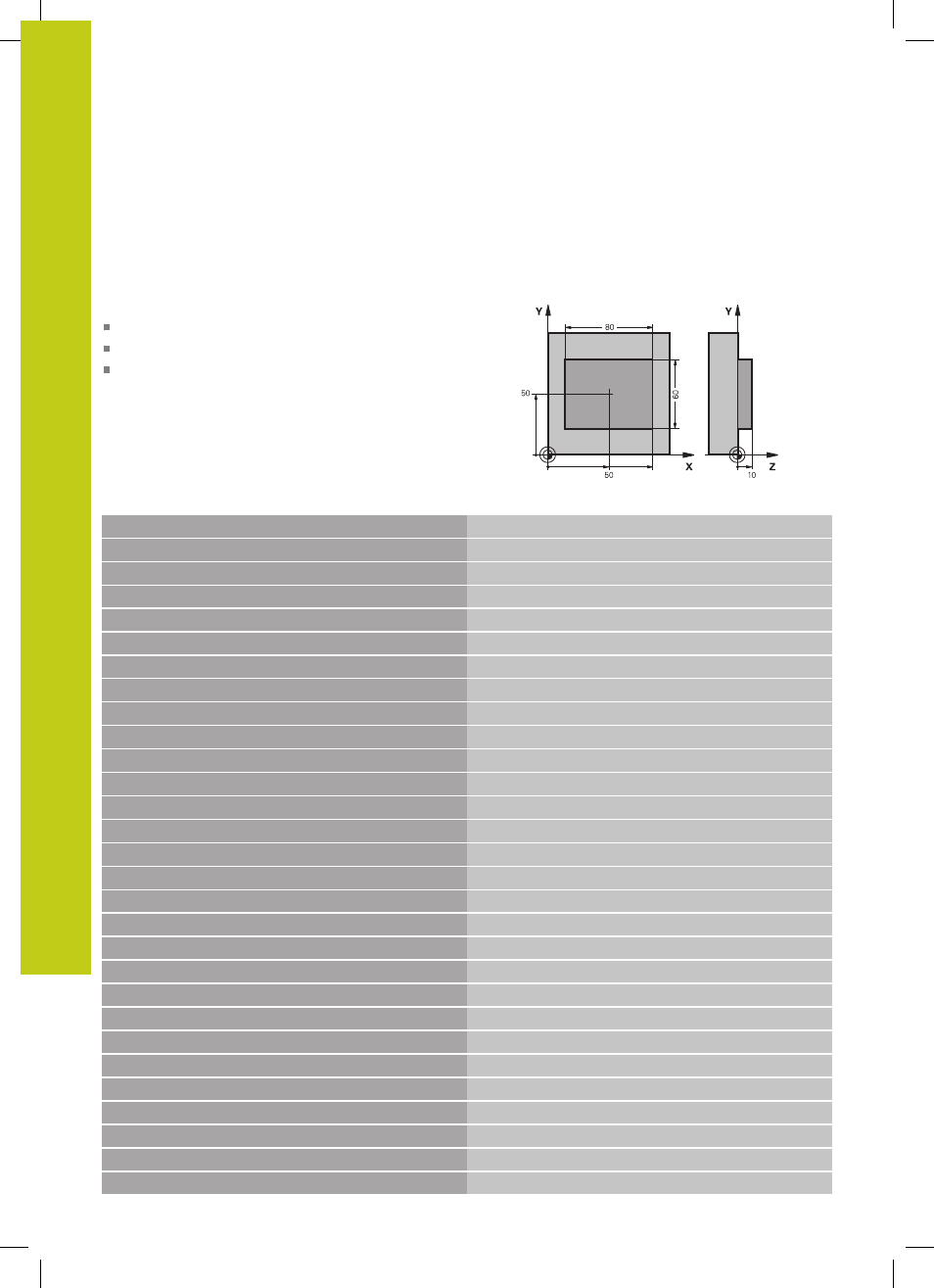
Exemple : mesure d'un tenon rectangulaire avec
reprise d'usinage
Déroulement du programme
Ebauche du tenon rectangulaire avec surépaisseur 0,5
Mesure du tenon rectangulaire
Finition du tenon rectangulaire en tenant compte des
valeurs de mesure
0 BEGIN PGM BEAMS MM
1 TOOL CALL 69 Z
Appel d'outil, préparation
2 L Z+100 R0 FMAX
Dégager l'outil
3 FN 0: Q1 = +81
Longueur de la poche en X (cote d'ébauche)
4 FN 0: Q2 = +61
Longueur de la poche en X (cote d'ébauche)
5 CALL LBL 1
Appeler le sous-programme pour l'usinage
6 L Z+100 R0 FMAX
Dégager l'outil, changer l'outil
7 TOOL CALL 99 Z
Appeler le palpeur
8 TCH PROBE 424 MESURE EXT. RECTANG.
Mesurer le rectangle usiné
Q273=+50
;CENTRE 1ER AXE
Q274=+50
;CENTRE 2ÈME AXE
Q282=80
;1ER CÔTÉ
Longueur nominale en X (cote définitive)
Q283=60
;2ÈME CÔTÉ
Longueur nominale en Y (cote définitive)
Q261=-5
;HAUTEUR DE MESURE
Q320=0
;DISTANCE D'APPROCHE
Q260=+30
;HAUTEUR DE SÉCURITÉ
Q301=0
;DÉPLAC. HAUT. SÉCU.
Q284=0
;COTE MAX. 1ER CÔTÉ
Valeurs d'introduction inutiles pour contrôle de tolérance
Q285=0
;COTE MIN. 1ER CÔTÉ
Q286=0
;COTE MAX. 2ÈME CÔTÉ
Q287=0
;COTE MIN. 2ÈME CÔTÉ
Q279=0
;TOLÉRANCE 1ER CENTRE
Q280=0
;TOLÉRANCE 2ÈME CENTRE
Q281=0
;PROCÈS VERBAL MESURE
Ne pas éditer de procès-verbal de mesure
Q309=0
;ARRÊT PGM SI ERREUR
Ne pas délivrer de message d'erreur
Q330=0
;NUMÉRO D'OUTIL
Aucune surveillance d'outil
9 FN 2: Q1 = +Q1 - +Q164
Calcul longueur en X à partir de l'écart mesuré
10 FN 2: Q2 = +Q2 - +Q165
Calcul longueur en Y à partir de l'écart mesuré
11 L Z+100 R0 FMAX
Dégager le palpeur, changement d'outil