Déroulement du cycle, Logiciel 96) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 284
Cycles : fonctions spéciales
11.6
FINITION DE CONTOUR TOURNAGE INTERPOLE (cycle 292, DIN/
ISO: G292, option de logiciel 96)
11
284
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
11.6
FINITION DE CONTOUR TOURNAGE
INTERPOLE (cycle 292, DIN/ISO:
G292, option de logiciel 96)
Déroulement du cycle
Cycle 292 FINTION CONTOUR TOURNAGE INTERPOLE couple
la broche de l'outil à la position des axes linéaires. Ce cycle vous
permet de créer des contours de révolution dans le plan d'usinage
actif. Vous pouvez également exécuter ce cycle en plan d'usinage
incliné. Le centre de rotation est le point de départ qui se trouve
dans le plan d’usinage lors de l’appel du cycle. Le cycle 292
FINITION DE CONTOUR TOURNAGE INTERPOLE s'exécute en
mode Fraisage avec CALL actif. Une fois que la TNC a exécuté ce
cycle, le couplage de la broche est à nouveau désactivé.
Si vous travaillez avec le cycle 292, commencez par définir le
contour de votre choix dans un sous-programme et effectuez
un renvoi vers ce contour avec le cycle 14 ou SEL CONTOUR.
Programmez votre contour soit avec des coordonnées
uniformément croissantes soit avec des coordonnées
uniformément décroissantes. Ce cycle ne permet pas d'usiner des
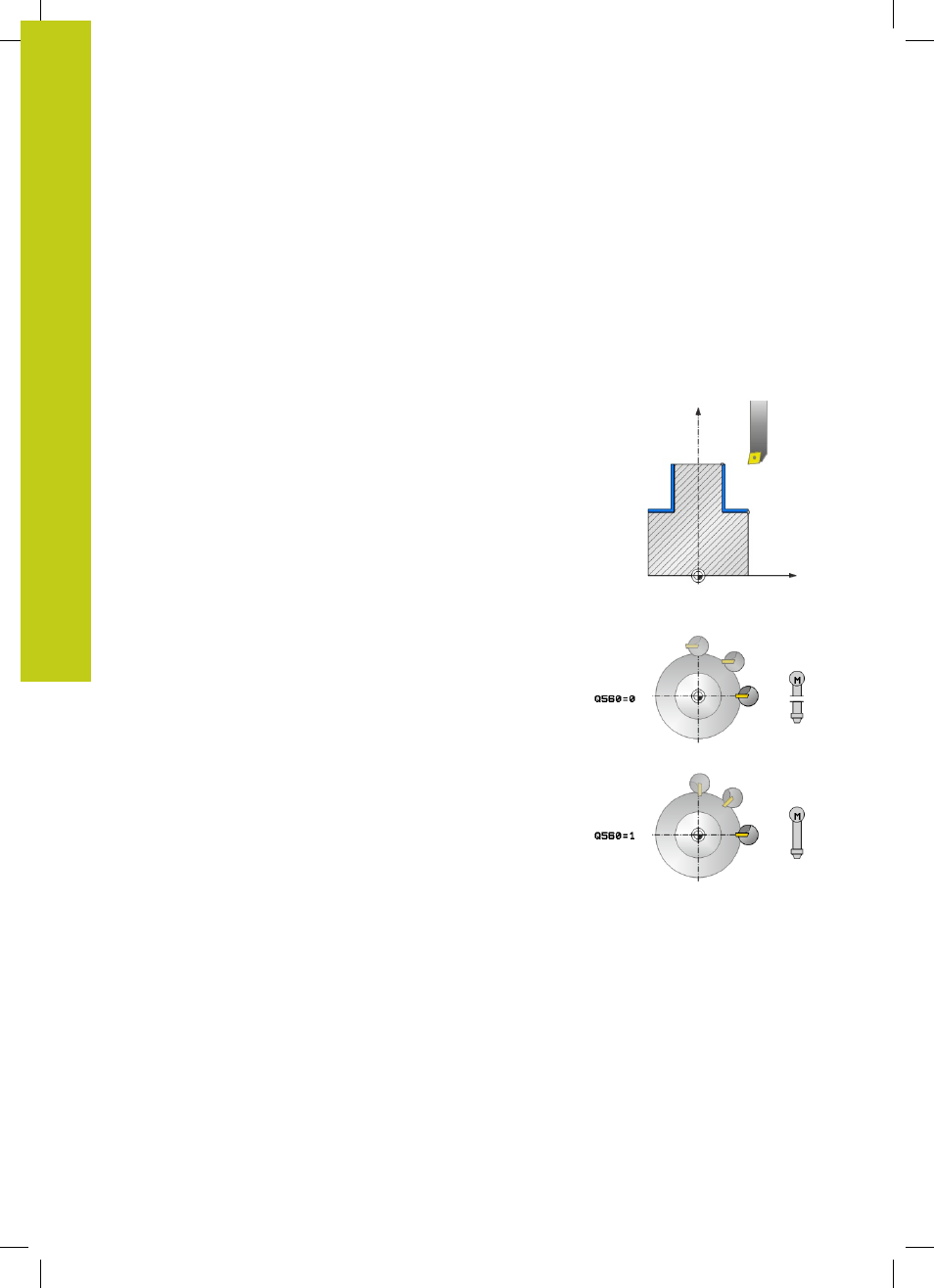
contre-dépouilles. Si vous entrez Q560=1, vous pouvez tourner le
contour. Un tranchant sera alors aligné avec le centre d'un cercle.
Entrez Q560=0 de manière à fraiser le contour sans orientation de
la broche.
Déroulement du cycle, Q560=1 : tournage du contour
1 La TNC procède d'abord à un arrêt de la broche (M5)
2 La TNC oriente la broche de l'outil vers le centre de rotation
renseigné en tenant compte de l'angle indiqué à Q336. Si la
valeur "ORI" a été définie dans le tableau d'outils de tournage
(toolturn.trn), elle est également prise en compte.
3 La broche de l'outil est maintenant couplée à la position des
axes linéaires. La broche suit la position nominale des axes
principaux.
4 La TNC positionne l'outil au rayon de départ du contour Q491
en tenant compte du type d'usinage (intérieur/extérieur) Q529
et de la distance d'approche Q357. Le contour décrit n'est pas
automatiquement rallongé d'une distance d'approche. Tout
prolongement du contour doit être programmé dans le sous-
programme. La TNC commence par positionner l'usinage en
avance rapide au point de départ du contour, dans le sens de
l'axe d'outil !
Il ne doit rester aucune matière au niveau du
point de départ du contour !
5 La TNC crée le contour défini par tournage interpolé. Les
axes linéaires décrivent un mouvement circulaire dans le
plan d'usinage, tandis que l'axe de la broche reste orienté
perpendiculairement à la surface.
6 Au point final du contour, la TNC relève l'outil verticalement de
la valeur de la distance d'approche.
7 Pour terminer, la TNC dégage l'outil à la hauteur de sécurité.
8 La TNC annule alors automatiquement le couplage de la broche
de l'outil avec les axes linéaires.