Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 392
Cycles : tournage
12.21 TOURNAGE DE GORGE CONTOUR AXIAL
(cycle 850, DIN/ISO : G850)
12
392
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
Paramètres du cycle
Opérations d'usinage Q215 : définir les opérations
d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition à la cote finale
3
: seulement finition à la surépaisseur
Distance d'approche Q460 : réservé, sans fonction
actuellement
Avance d'ébauche Q478 : vitesse d'avance lors
de l'ébauche. Si vous programmez M136, la TNC
interprète l'avance en millimètres par tour, sans
M136 en millimètres par minute.
Avance de plongée Q488 : vitesse d'avance
pour usiner des éléments plongeants. La saisie
d'une valeur est facultative. Si aucune valeur n'est
programmée, c'est l'avance définie pour l'opération
de tournage qui s'applique.
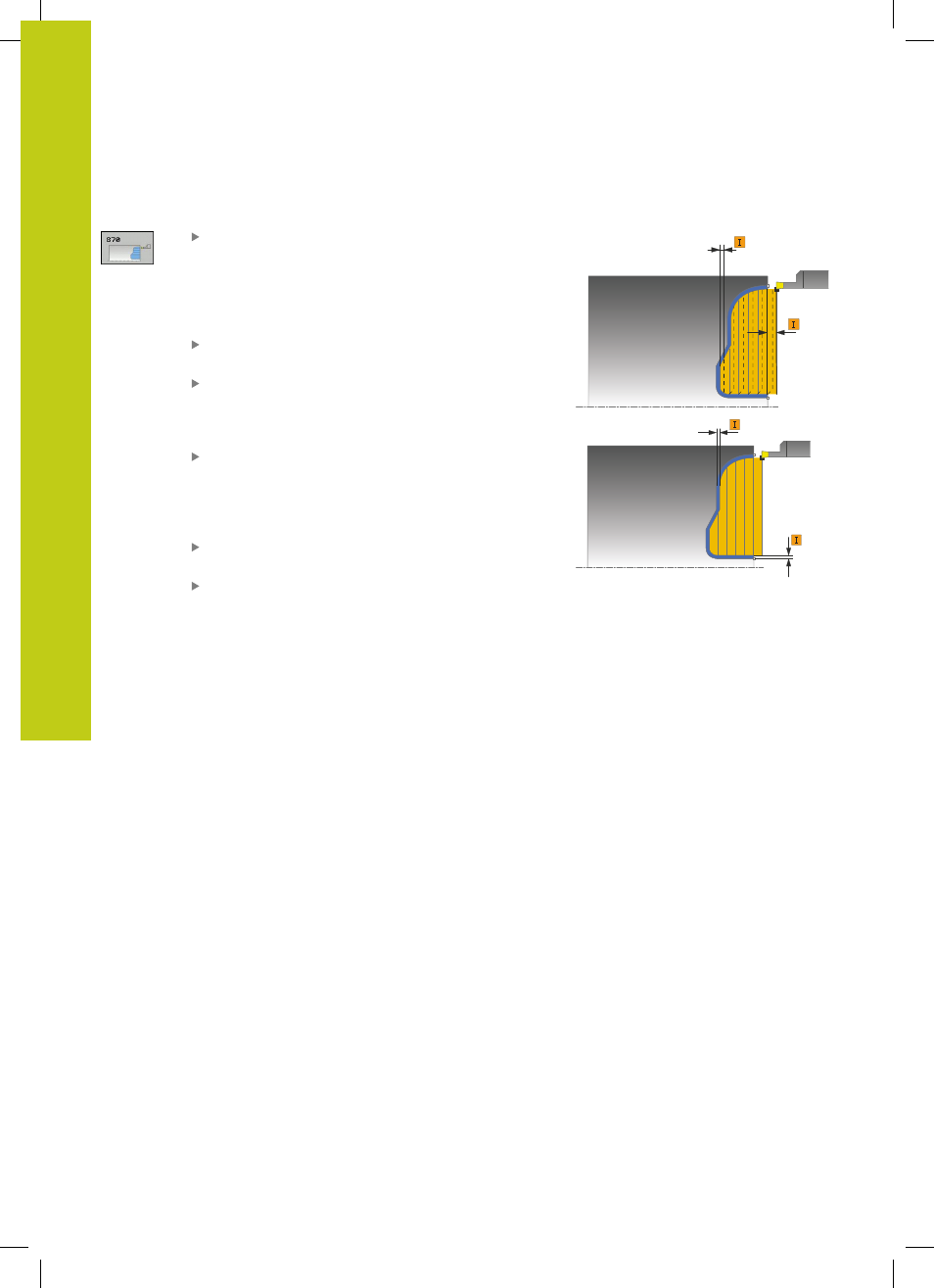
Surépaisseur diamètre Q483 (en incrémental) :
surépaisseur diamètre sur le contour défini
Surépaisseur Z Q484 (en incrémental) :
surépaisseur sur le contour défini, dans le sens axial
Q460
Q463
Ø Q483
Q484