Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 180
Cycles d'usinage : définitions de motifs
6.3
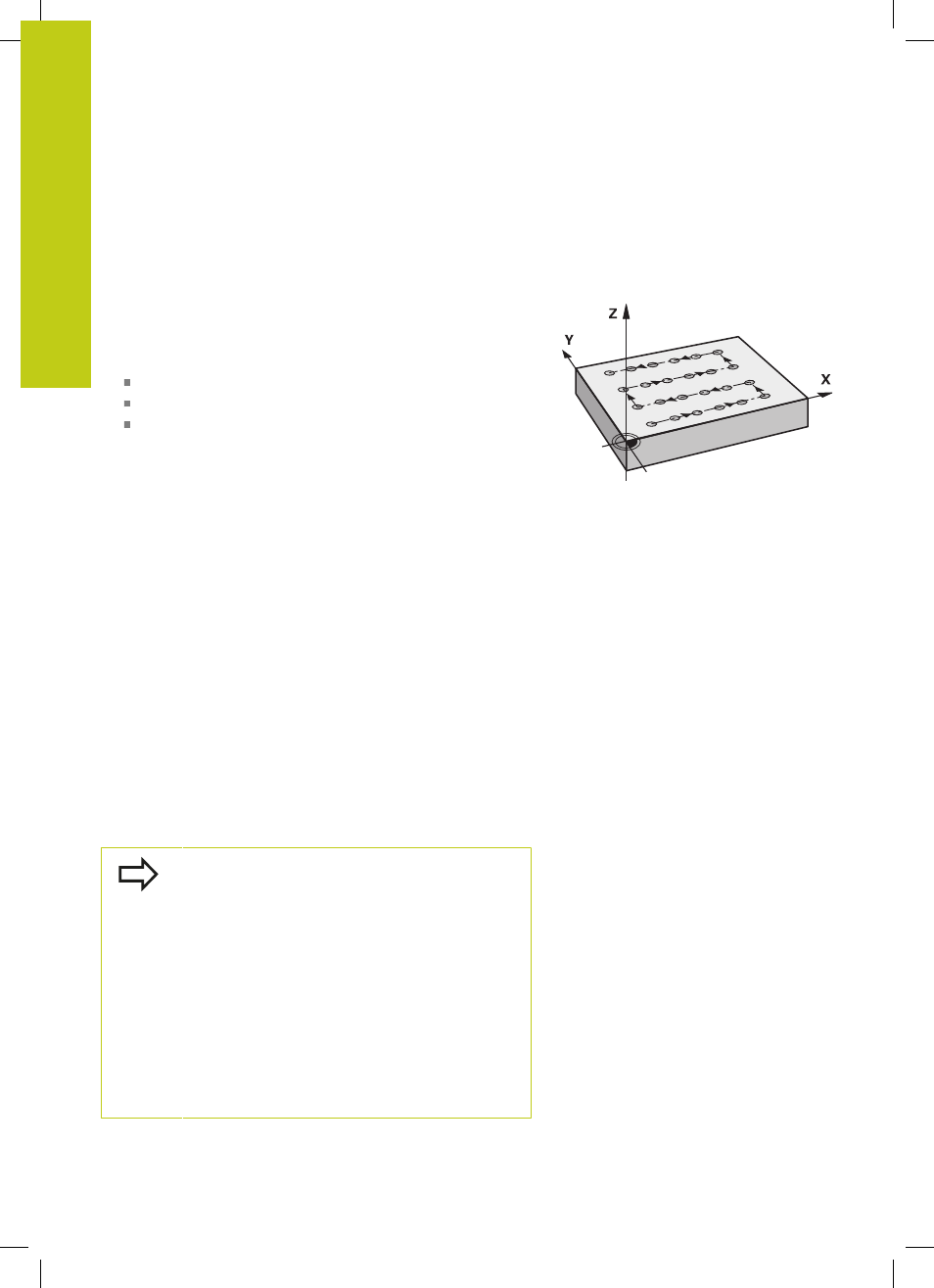
MOTIF DE POINTS EN GRILLE (cycle 221, DIN/ISO : G221)
6
180
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
6.3
MOTIF DE POINTS EN GRILLE (cycle
221, DIN/ISO : G221)
Mode opératoire du cycle
1 En partant de la position actuelle, la TNC positionne
automatiquement l'outil au point initial de la première opération
d'usinage.
Etapes :
Positionnement au saut de bride (axe de broche)
Accoster le point initial dans le plan d'usinage
Se déplacer à la distance d'approche au-dessus de la surface
de la pièce (axe de broche)
2 A partir de cette position, la TNC exécute le dernier cycle
d'usinage défini.
3 Ensuite, la TNC positionne l'outil au point initial de l'opération
d'usinage suivante, dans le sens positif de l'axe principal ; l'outil
est à la distance d'approche (ou au saut de bride).
4 Ce processus (1 à 3) est répété jusqu'à ce que toutes les
opérations d'usinage soient exécutées sur la première ligne ;
l'outil se trouve sur le dernier point de la première ligne.
5 La TNC déplace alors l'outil au dernier point de le deuxième
ligne où il exécute l'usinage.
6 Partant de là, la TNC positionne l'outil au point initial de
l'opération d'usinage suivante, dans le sens négatif de l'axe
principal.
7 Ce processus (6) est répété jusqu’à ce que toutes les
opérations d’usinage soient exécutées sur la deuxième ligne.
8 Puis, la TNC déplace l'outil au point initial de la ligne suivante.
9 Toutes les autres lignes sont usinées suivant un déplacement
pendulaire.
Attention lors de la programmation !
Le cycle 221 est actif avec DEF, c'est-à-dire qu'il
appelle automatiquement le dernier cycle d'usinage
défini.
Si vous combinez l'un des cycles d'usinage 200
à 209 et 251 à 267 avec le cycle 221, ce sont la
distance d'approche, la surface de la pièce, le saut
de bride et la position de rotation définis dans le
cycle 221 qui s'appliquent.
Si vous utilisez le cycle 254 Rainure circulaire en
liaison avec le cycle 221, la position de rainure 0 est
interdite.
Si vous exécutez ce cycle en mode Pas à pas, la
commande s'arrête entre les points d'un motif de
points.