Mode opératoire du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 590
Cycles palpeurs : mesure automatique de la cinématique
18.4
MESURE DE LA CINEMATIQUE (cycle 451, DIN/ISO : G451, option)
18
590
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
18.4
MESURE DE LA CINEMATIQUE (cycle
451, DIN/ISO : G451, option)
Mode opératoire du cycle
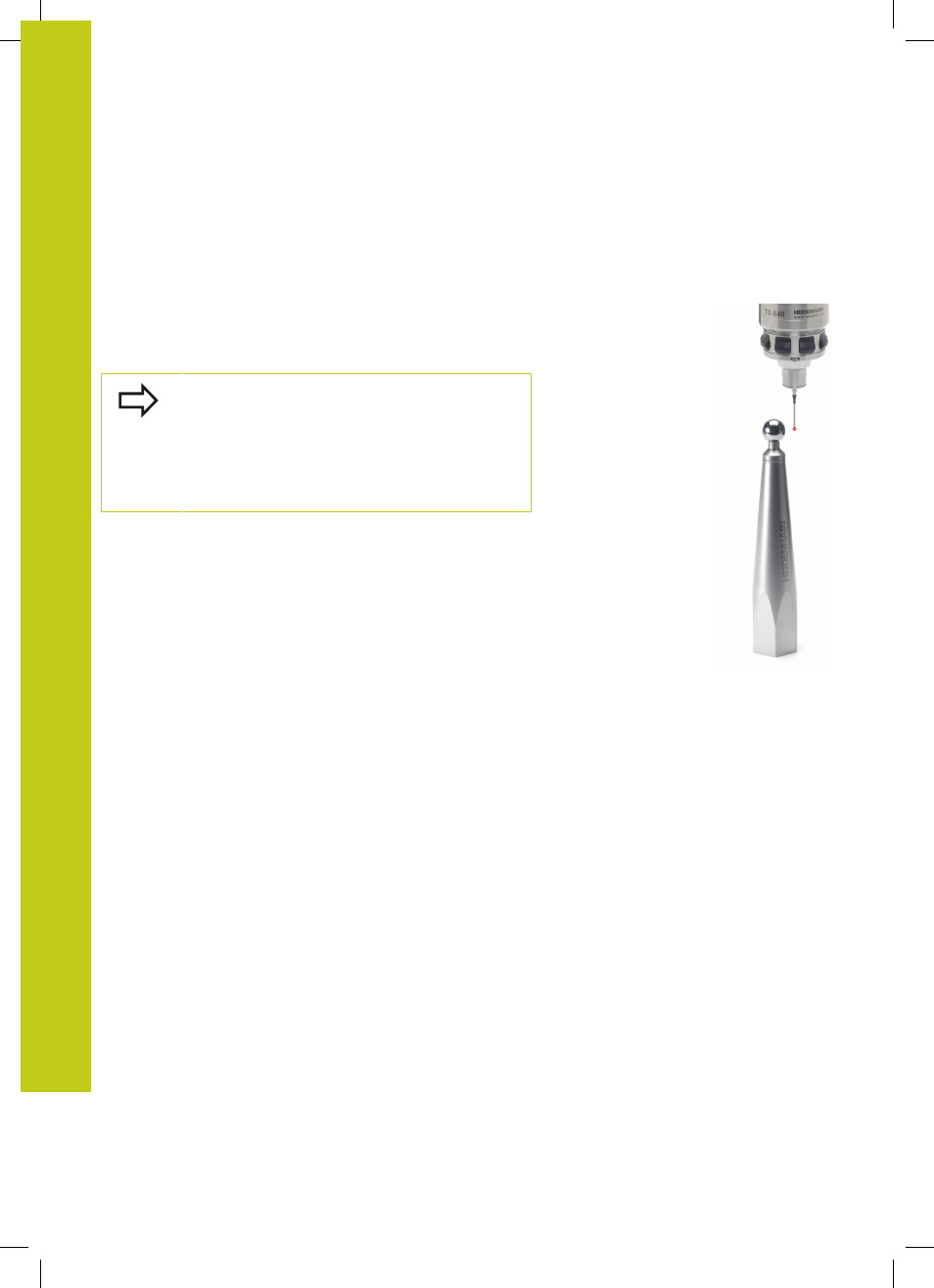
Le cycle palpeur 451 permet de contrôler et, si nécessaire,
optimiser la cinématique de votre machine. A l'aide d'un palpeur 3D
TS, vous mesurez une bille étalon HEIDENHAIN que vous fixez sur
la table de la machine.
HEIDENHAIN préconise l'utilisation des billes étalons
KKH 250
(numéro de commande 655 475-01) ou
KKH 100
(numéro de commande 655 475-02). Elles
témoignent d'une grande rigidité et sont conçues
spécialement pour l'étalonnage des machines. Si
vous êtes intéressés, merci de bien vouloir prendre
contact avec HEIDENHAIN.
La TNC détermine la précision statique d'inclinaison. Le logiciel
minimise les erreurs dans l'espace résultant des mouvements
d'inclinaison et, à la fin de la mesure, mémorise automatiquement
la géométrie de la machine dans les constantes-machine
correspondantes de la description cinématique.
1 Fixez la bille étalon en faisant attention au risque de collision.
2 En mode manuel, initialisez le point de référence au centre de
la bille ou si
Q431=1 ou
Q431=3
, positionnez manuellement
le palpeur dans son axe, au dessus de la bille étalon et dans le
plan d'usinage, au centre de la bille.
3 Sélectionnez le mode Exécution de programme et démarrez le
programme d'étalonnage.
4 La TNC mesure automatiquement tous les axes rotatifs les uns
après les autres, selon la résolution souhaitée.
5 La TNC mémorise les valeurs de mesure dans les paramètres Q
suivants :