Description, Configuration tournage (cycle 800, din/iso : g800) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 322
Cycles : tournage
12.2 CONFIGURATION TOURNAGE
(cycle 800, DIN/ISO : G800)
12
322
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
12.2
CONFIGURATION TOURNAGE
(cycle 800, DIN/ISO : G800)
Description
Cette fonction doit être adaptée à la TNC par le
constructeur de votre machine. Consultez le manuel
de votre machine !
Pour pouvoir exécuter une opération de tournage, vous devez
amener l'outil dans une position qui soit appropriée par rapport à
la broche de tournage. Pour cela, vous pouvez utiliser le cycle
800
ADAPTER SYST. TOURN..
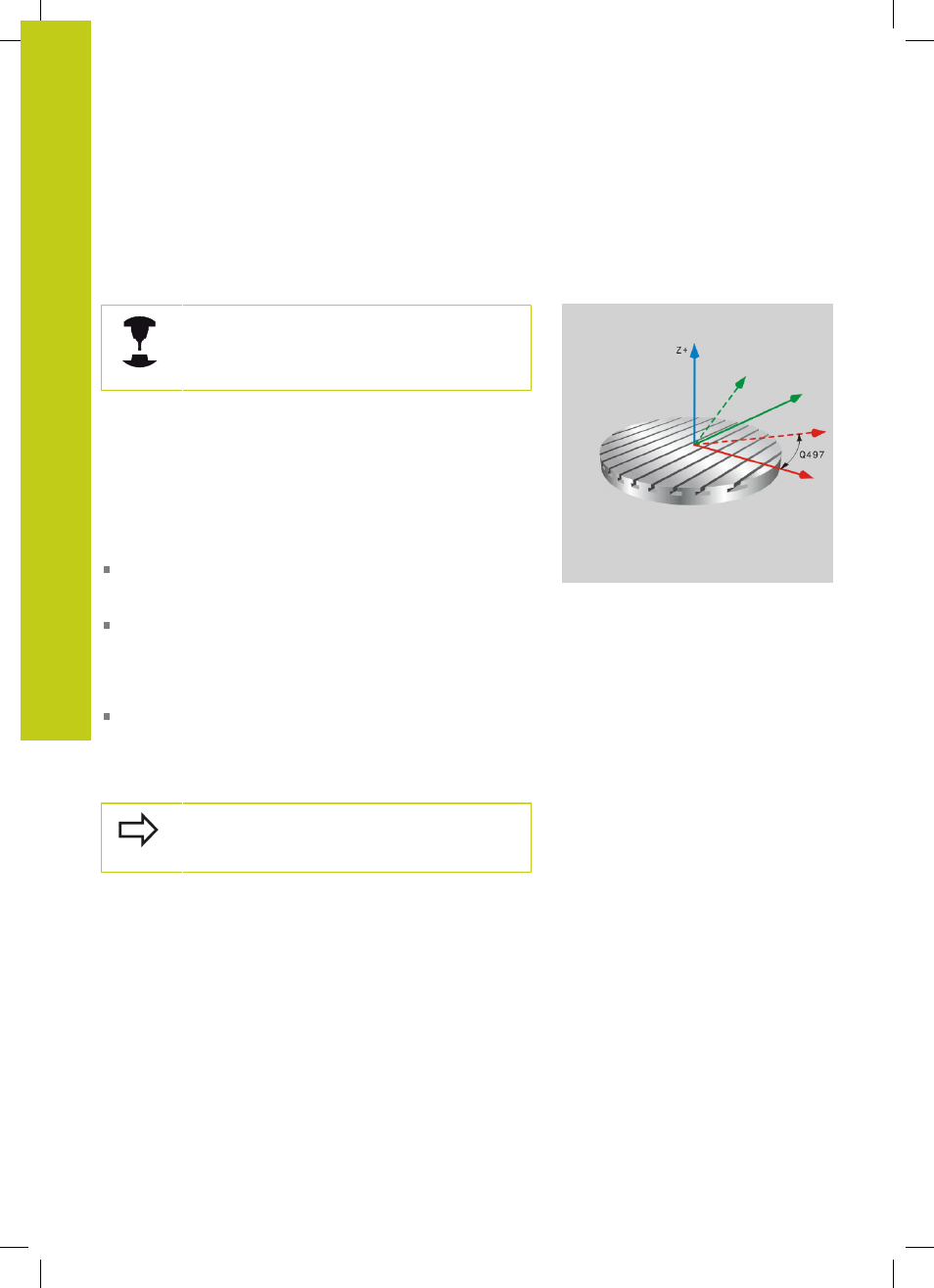
Pour le tournage, l'angle de réglage entre l'outil et la broche
de tournage est important pour pouvoir, par exemple, usiner
des contours avec des contre-dépouilles. Le cycle 800 propose
différentes possibilités d'orientation du système de coordonnées
pour un usinage incliné :
Si vous avez déjà positionné l'axe incliné pour l'usinage incliné,
vous pouvez orienter le système de coordonnées à la position
des axes inclinés avec le cycle 800 (
Q530=0).
Le cycle 800 calcule l'angle d'inclinaison requis à l'aide
de l'angle d'inclinaison défini au paramètre Q531. Selon la
stratégie choisie au paramètre
USINAGE INCLINE Q530, la TNC
positionne l'axe incliné avec (
Q530=1) ou sans déplacement de
compensation (
Q530=2)
Le cycle 800 calcule l'angle de l'axe incliné à l'aide de l'angle
d'inclinaison
Q531 mais n'effectue aucun positionnement de
l'axe incliné (
Q530=3). Vous devez positionner vous-même l'axe
incliné aux valeurs calculées pour Q120 (axe A), Q121 (axe B) et
Q122 (axe C) après l'exécution du cycle.
Si vous modifiez une position de l'axe incliné, vous
devez exécuter à nouveau le cycle 800 pour orienter
le système de coordonnées.