Variantes d'usinage – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 290
Cycles : fonctions spéciales
11.6
FINITION DE CONTOUR TOURNAGE INTERPOLE (cycle 292, DIN/
ISO: G292, option de logiciel 96)
11
290
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
Variantes d'usinage
Si vous travaillez avec le cycle 292, commencez par définir le
contour de votre choix dans un sous-programme et effectuez
un renvoi vers ce contour avec le cycle 14 ou SEL CONTOUR.
Définissez le contour de tournage sur la section d'un corps de
révolution. En fonction de l'axe d'outil, le contour de tournage est
décrit avec les coordonnées suivantes :
axe d'outil utilisé
Coordonnée
axiale
Coordonnée
radiale
Z
Z
X
X
X
Y
Y
Y
Z
Exemple :
Si vous utilisez l'axe d'outil Z, programmez votre contour
dans le sens axial en Z et le rayon de contour en X.
Ce cycle vous permet d'exécuter un usinage à la fois extérieur
et intérieur. Certaines remarques du chapitre "Attention lors de
la programmation" vous sont expliquées ci-après. Vous trouverez
également un exemple de programmation dans "Exemple :
Tournage interpolé avec le cycle 292", page 312
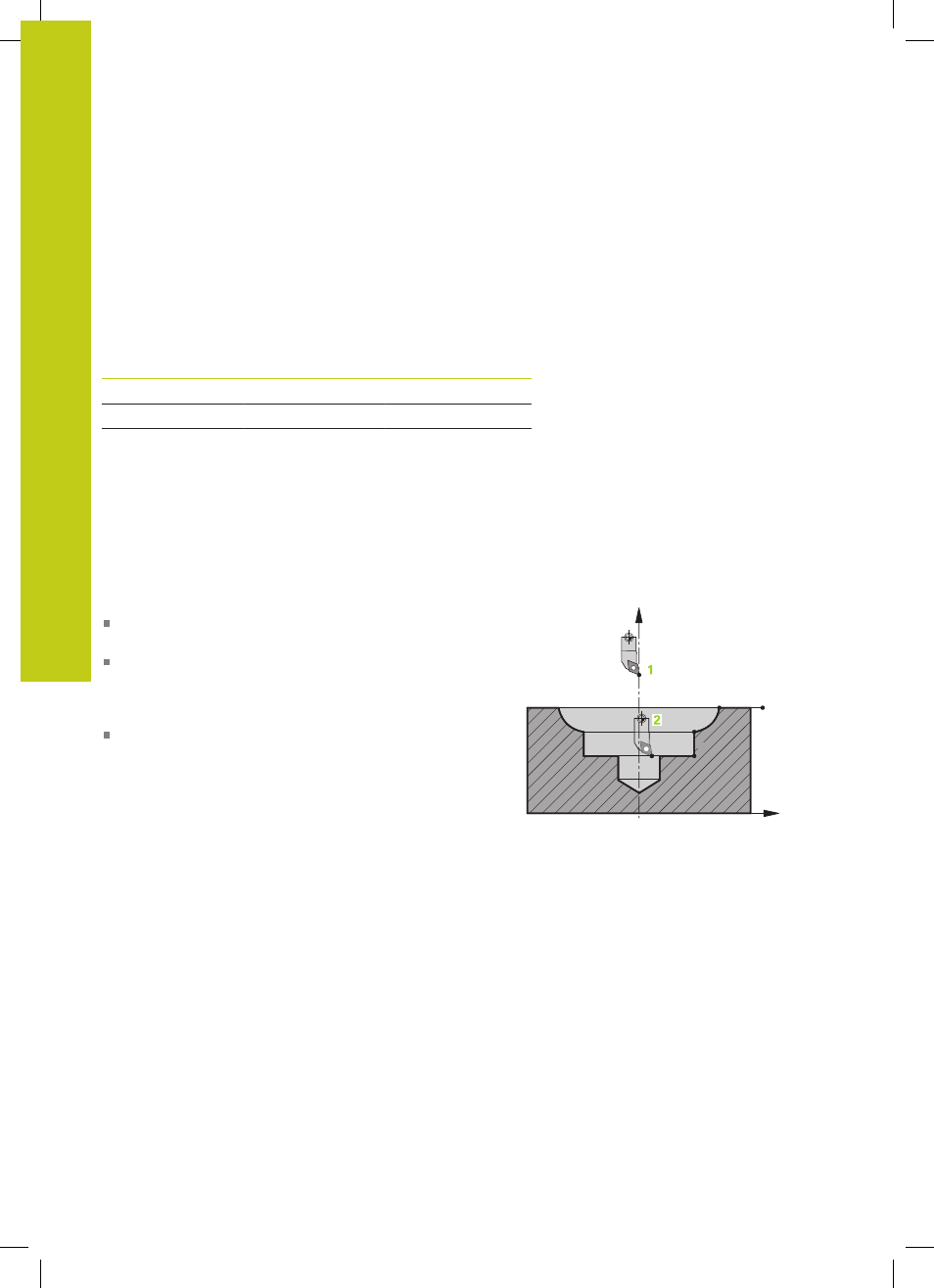
Usinage intérieur
Le centre de rotation correspond à la position de
l'outil dans le plan d'usinage
1
lors de l'appel de cycle.
A partir du moment où le cycle a été lancé, ni la
plaquette de l'outil, ni le centre de la broche ne
doivent être amenés au centre de rotation !
Tenez
en compte lorsque vous décrivez le contour !
2
Le contour décrit n'est pas automatiquement rallongé
d'une distance d'approche. Tout prolongement
du contour doit être programmé dans le sous-
programme. La TNC commence par positionner
l'usinage en avance rapide au point de départ du
contour, dans le sens de l'axe d'outil !
Il ne doit
rester aucune matière au niveau du point de
départ du contour !
D'autres points sont à prendre en compte lorsque
vous programmez votre contour intérieur :
–
Programmer des coordonnées radiales et axiales
uniformément croissantes, p. ex. 1-5
–
Ou programmer des coordonnées radiales et
axiales uniformément décroissantes, p. ex. 5-1
–
Programmez les contours intérieurs avec un rayon
supérieur au rayon d'outil.
1
3
4
5
2
Z
X