Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 146
Cycles d'usinage : fraisage de poches/ tenons / rainures
5.3
POCHE CIRCULAIRE (cycle 252 DIN/ISO : G252)
5
146
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
Paramètres du cycle
Opérations d'usinage (0/1/2) Q215 : définir les
opérations d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition
La finition latérale et la finition en profondeur ne
sont exécutées que si la surépaisseur de finition
respective (Q368, Q369) est définie.
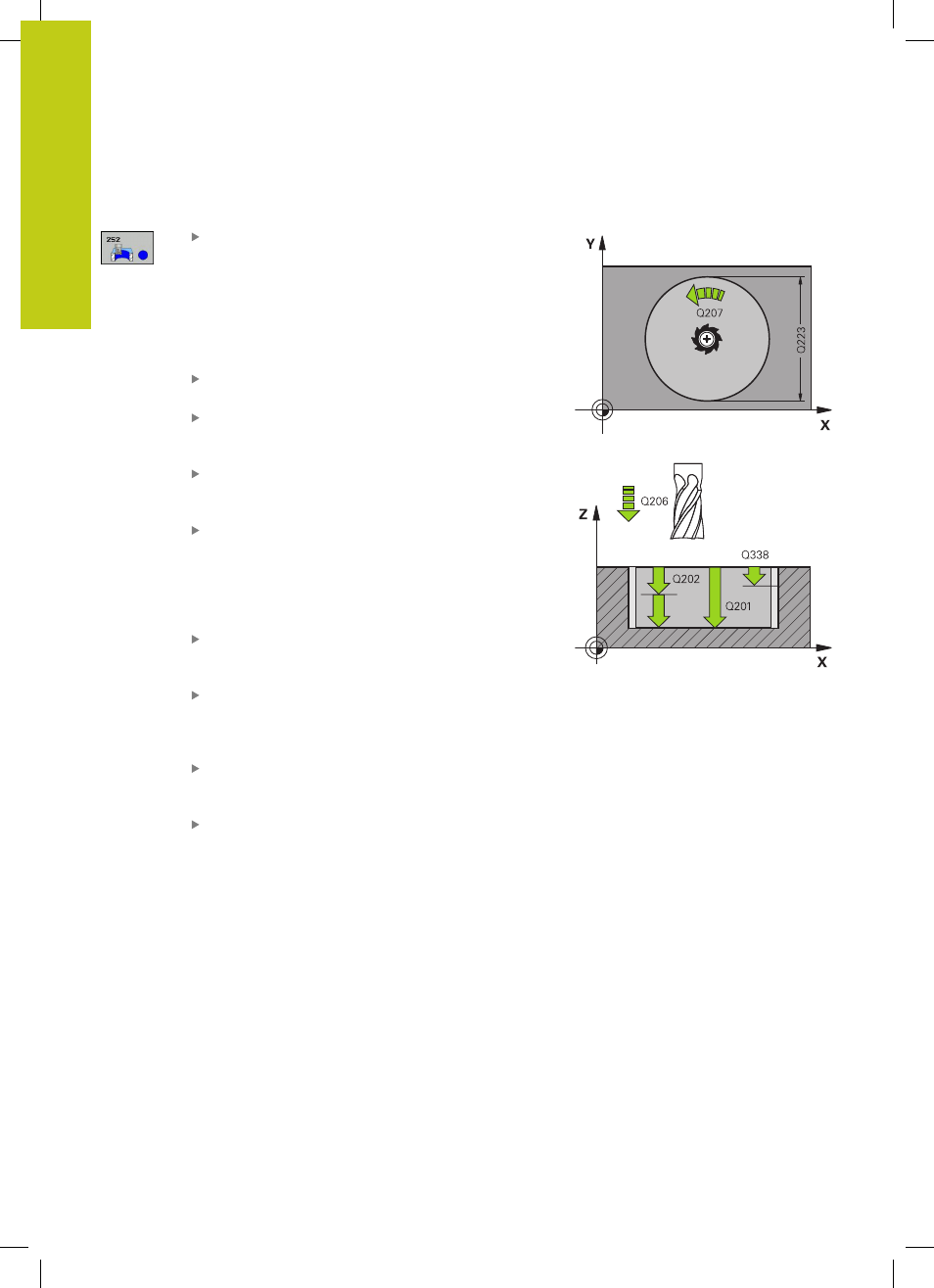
Diamètre du cercle Q223: Diamètre de la poche
terminée. Plage d’introduction 0 à 99999,9999
Surépaisseur finition latérale Q368 (en
incrémental) : surépaisseur de finition dans le plan
d'usinage. Plage d’introduction 0 à 99999,9999
Avance de fraisage Q207 : vitesse de déplacement
de l'outil lors du fraisage, en mm/min. Plage
d’introduction 0 à 99999,999 ou
FAUTO, FU, FZ
Type de fraisage Q351 : type de fraisage pour M3 :
+1 = fraisage en avalant
–1 = fraisage en opposition
PREDEF: la TNC utilise la valeur issue de la
séquence GLOBAL DEF (si vous indiquez la
valeur 0, l'usinage se fera en avalant)
Profondeur Q201 (en incrémental) : distance entre
la surface de la pièce et le fond de la poche. Plage
d’introduction -99999,9999 à 99999,9999
Profondeur de passe Q202 (en incrémental) :
distance parcourue par l'outil en une passe.
Introduire une valeur supérieure à 0. Plage
d’introduction 0 à 99999,9999
Surép. finition en profondeur Q369 (en
incrémental) : surépaisseur de finition pour la
profondeur. Plage d’introduction 0 à 99999,9999
Avance plongée en profondeur Q206 : vitesse de
déplacement de l'outil lors de son positionnement à
la profondeur, en mm/min. Plage d'introduction 0 à
99999,999 ou
FAUTO, FU, FZ