HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 577
ETALONNAGE DE LA LONGUEUR TS (cycle 461, DIN/ISO : G461)
17.7
17
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
577
17.7
ETALONNAGE DE LA LONGUEUR TS
(cycle 461, DIN/ISO : G461)
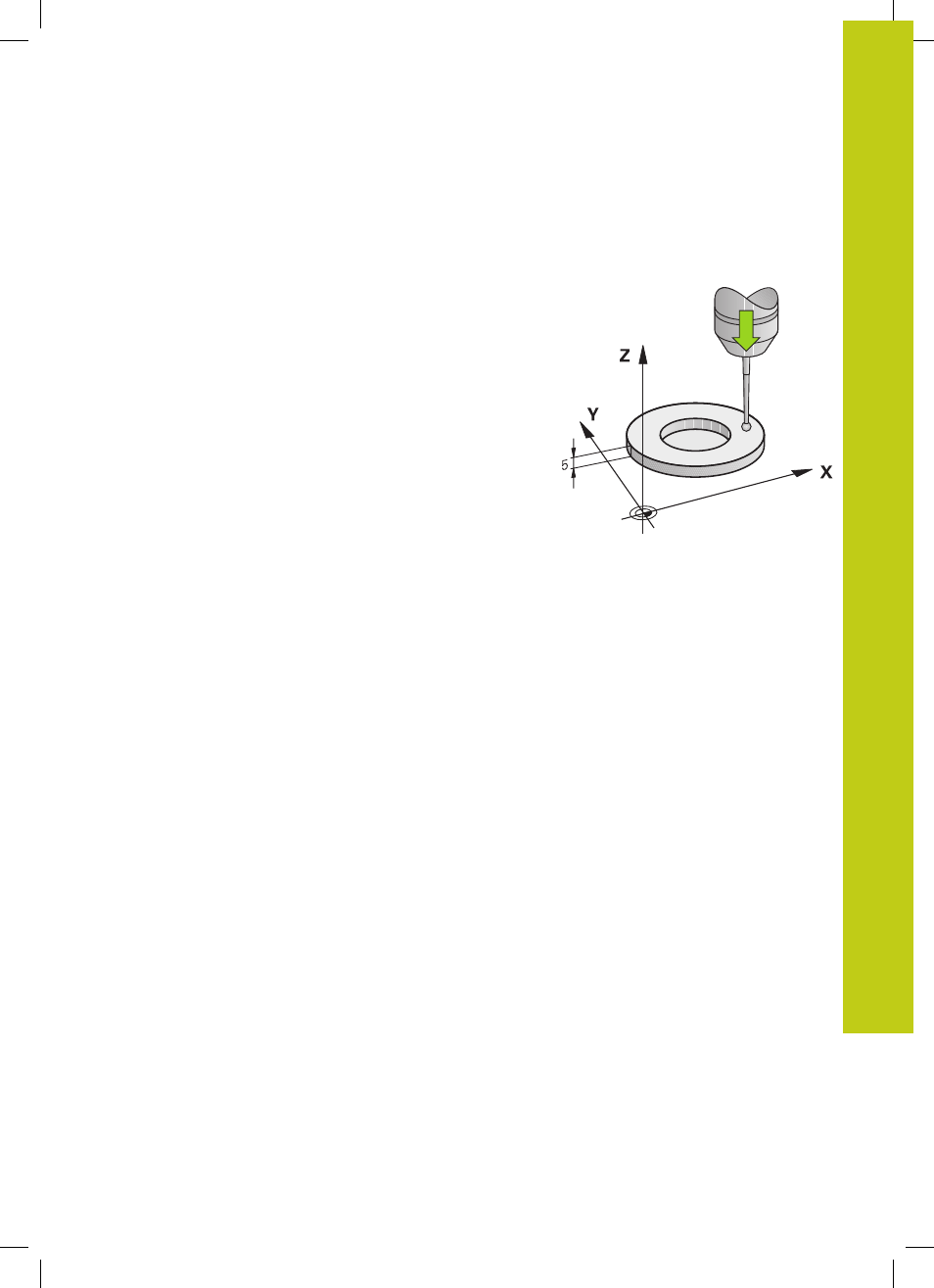
Mode opératoire du cycle
Avant de lancer le cycle d'étalonnage, vous devez initialiser le point
de référence dans l'axe de broche de sorte que Z=0 sur la table
de la machine et pré-positionner le palpeur au dessus de la bague
étalon.
Un procès-verbal de mesure est automatiquement créé pendant
une opération d'étalonnage. Ce procès-verbal porte le nom
TCHPRAUTO.html. Le lieu de sauvegarde de ce fichier est le
même que celui du fichier de départ. Le procès-verbal de mesure
peut être affiché sur la commande à l'aide du navigateur. Si
plusieurs cycles d'étalonnage du palpeur ont été utilisés dans le
programme, tous les procès-verbaux de mesure sont enregistrés
dans TCHPRAUTO.html.
1 La TNC oriente le palpeur vers l'angle
CAL_ANG du tableau des
palpeurs (uniquement si votre palpeur peut être orienté).
2 Partant de la position actuelle, la TNC palpe dans le sens négatif
de l'axe de broche, selon l'avance de palpage (colonne
F du
tableau des palpeurs).
3 Puis, la TNC ramène le palpeur à la position initiale en avance
rapide (colonne
FMAX du tableau des palpeurs).