Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 375
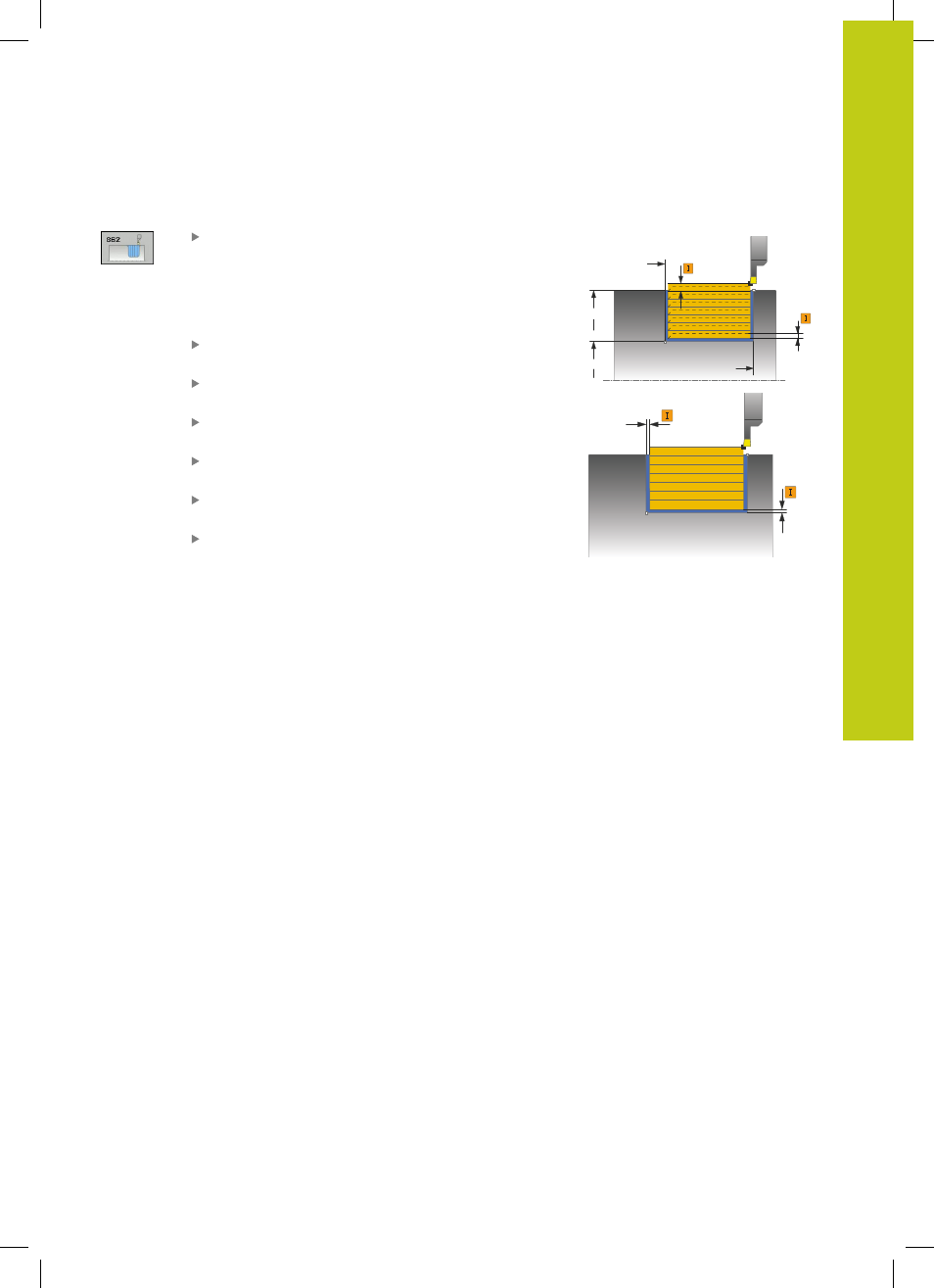
TOURNAGE DE GORGE ETENDU RADIAL
(cycle 842, DIN/ISO : G842)
12.17
12
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
375
Paramètres du cycle
Opérations d'usinage Q215 : définir les opérations
d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition à la cote finale
3
: seulement finition à la surépaisseur
Distance d'approche Q460 : réservé, sans fonction
actuellement
Diamètre début de contour Q491 : coordonnée X
du point de départ du contour (cote au diamètre)
Début du contour Z Q492 : coordonnée Z du point
de départ du contour
Diamètre fin de contour Q493 : coordonnée X du
point final du contour (cote au diamètre)
Fin de contour Z Q494 : coordonnée Z du point
final du contour
Angle flanc Q495 : angle entre le flanc au point de
départ du contour et la perpendiculaire à l'axe rotatif
Q460
Ø Q493
Ø Q491
Q492
Q494
Q463
Ø Q483
Q484