Application, Mode opératoire du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 422
Cycles : tournage
12.30 FILETAGE PARALLELE AU CONTOUR
(cycle 830, DIN/ISO : G830)
12
422
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
12.30
FILETAGE PARALLELE AU CONTOUR
(cycle 830, DIN/ISO : G830)
Application
Ce cycle permet de réaliser un filetage de forme quelconque,
longitudinal ou transversal.
Ce cycle permet de réaliser un filetage simple filet ou multifilets.
Si vous n'introduisez pas de profondeur de filetage dans le cycle,
celui-ci utilise la profondeur normalisée.
Vous pouvez utiliser le cycle pour un usinage intérieur et extérieur.
Le cycle 830 réalise un dépassement
Q466 À l'issue
du contour programmé. Tenez compte de la place
disponible.
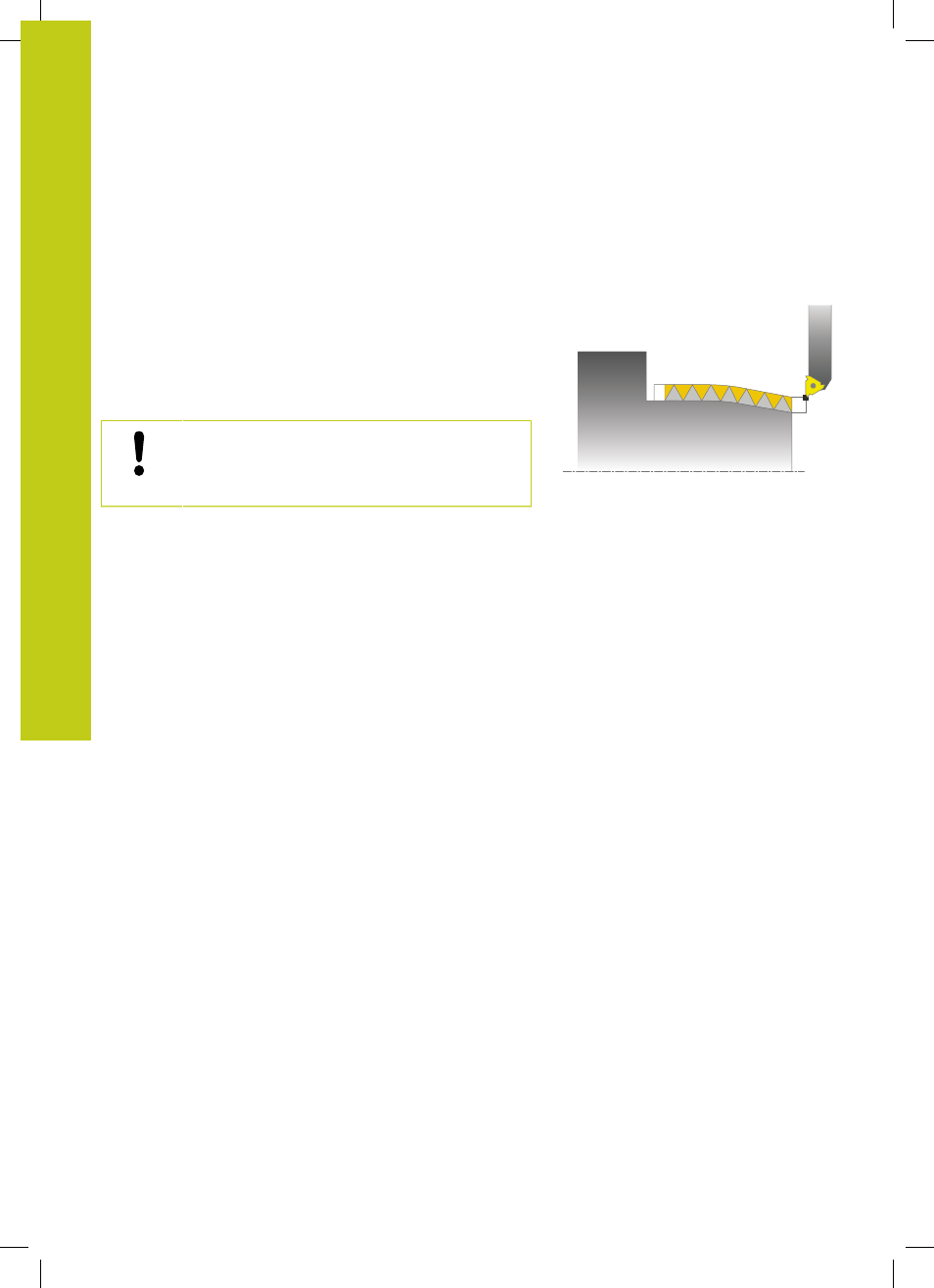
Mode opératoire du cycle
Lors de l'appel du cycle, la TNC utilise la position de l'outil comme
point de départ du cycle.
1 La TNC positionne l'outil en avance rapide à la distance
d'approche du filetage et exécute une prise de passe.
2 La TNC exécute un usinage parallèle au contour du filet. La TNC
synchronise l'avance et la vitesse de rotation pour garantir le
pas souhaité.
3 La TNC relève l'outil en avance rapide en observant la valeur de
la distance d'approche.
4 La TNC repositionne l'outil en rapide au point de départ de
l'opération de coupe.
5 La TNC exécute la prise de passe. Les passes sont exécutées
en fonction de l'angle de passe
Q467.
6 La TNC répète ce processus (2 à 5) jusqu'à ce que la profondeur
de filetage soit atteinte.
7 La TNC exécute le nombre de passes à vide défini dans
Q476.
8 La TNC répète ce processus (2 à 7) en fonction du nombre de
filets
Q475.
9 La TNC repositionne l'outil en rapide au point de départ de
l'exécution du cycle.