Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 296
Cycles : fonctions spéciales
11.7
COUPLAGE TOURNAGE INTERPOLE (cycle 291, DIN/ISO: G291,
option de logiciel 96)
11
296
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
Paramètres du cycle
Couplage de la broche (0, 1) Q560 : vous
définissez si la broche de l'outil doit, ou non, être
couplée à la position des axes linéaires. Si le
couplage de la broche est activé, le tranchant de
l'outil devra être aligné sur le centre de rotation.
0
: couplage de broche désactivé
1
: couplage de broche activé
Angle d'orientation de la broche Q336 : la TNC
oriente l'outil avec cet angle d'inclinaison avant le
début de l'usinage. Si vous travaillez avec un outil de
fraisage, orientez le tranchant de manière à ce qu'il
soit orienté vers le centre de rotation. Si vous avez
défini la valeur "ORI" dans votre tableau d'outils,
celle-ci est prise en compte pour l'orientation de la
broche. Plage de programmation : 0,000 à 360,000
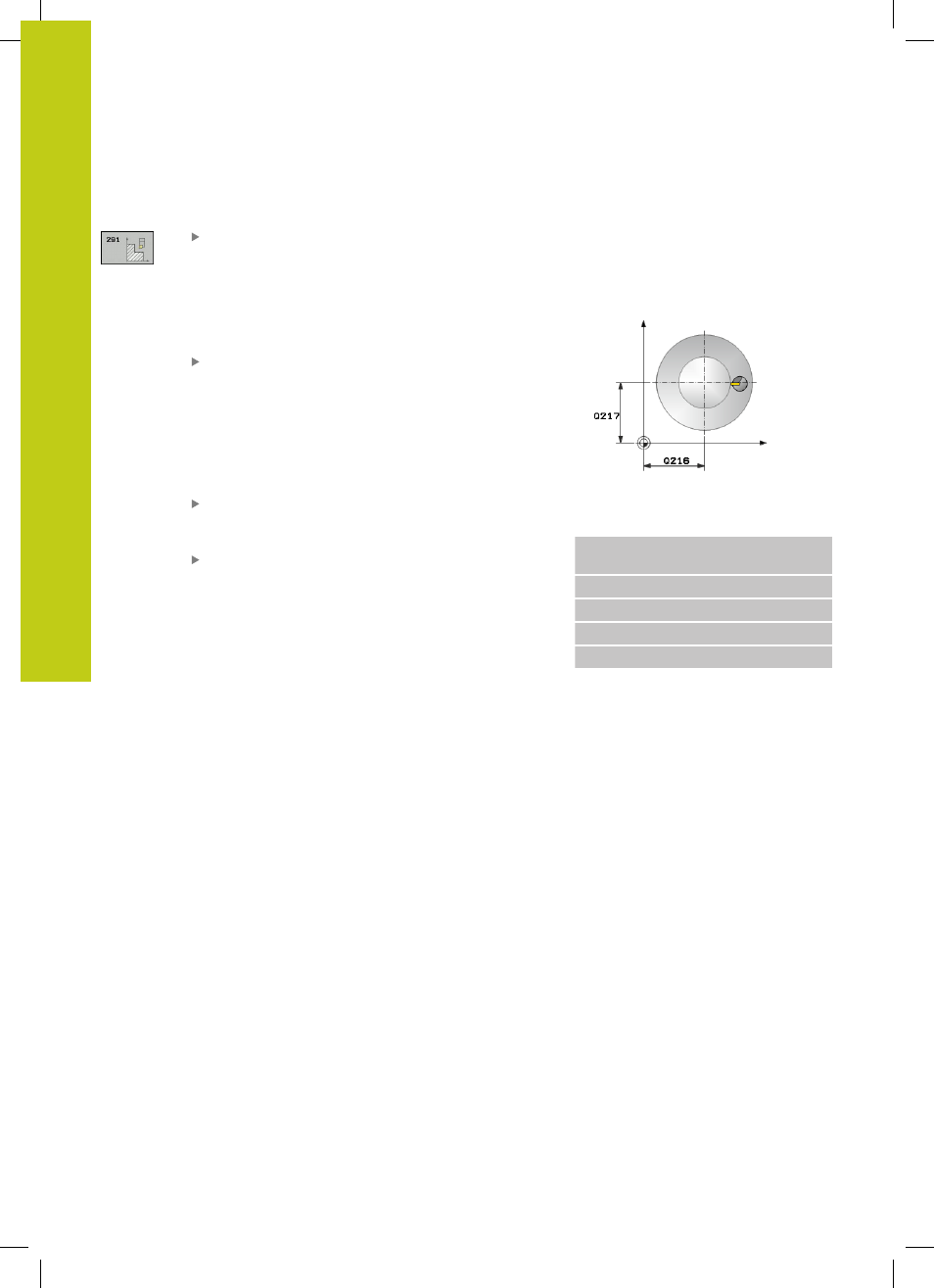
Centre 1er axe Q216 (en absolu) : centre de
rotation dans l'axe principal du plan d'usinage. Plage
de programmation : -99999,9999 à 99999,9999
Centre 2ème axe Q217 (en absolu) : centre de
rotation dans l'axe secondaire du plan d'usinage.
Plage de programmation : -99999,9999 à
99999,9999
Séquences CN
64 CYCL DEF 291 TOURNAGE
INTERPOLE, COUPLAGE
Q560=1
;COUPLER BROCHE
Q336=0
;ANGLE BROCHE
Q216=50
;CENTRE 1ER AXE
Q217=50
;CENTRE 2ÈME AXE