Déroulement du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 294
Cycles : fonctions spéciales
11.7
COUPLAGE TOURNAGE INTERPOLE (cycle 291, DIN/ISO: G291,
option de logiciel 96)
11
294
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
11.7
COUPLAGE TOURNAGE INTERPOLE
(cycle 291, DIN/ISO: G291, option de
logiciel 96)
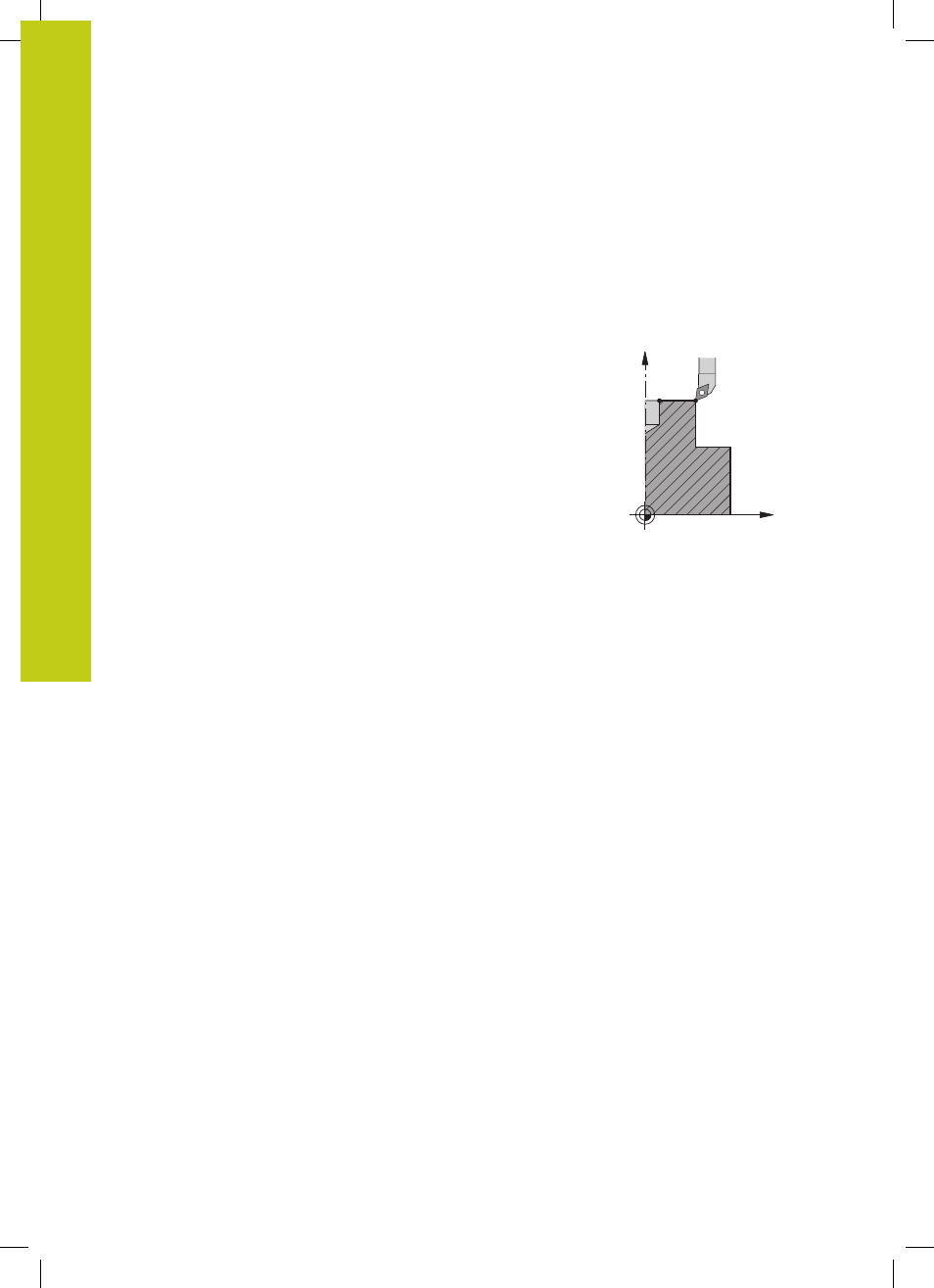
Déroulement du cycle
Cycle 291 COUPLAGE TOURNAGE INTERPOLE couple la broche
de l'outil à la position des axes linéaires ou désactive ce couplage
de la broche. Pour le tournage interpolé, le tranchant est aligné
avec le centre d'un cercle. Dans le cycle, le centre de rotation
est à renseigner à l'aide des coordonnées Q216 et Q217. Le
cycle 291 COUPLAGE TOURNAGE INTERPOLE est exécuté en
mode Fraisage avec CALL actif.
Déroulement du cycle, si Q560=1 :
1 La TNC procède d'abord à un arrêt de la broche (M5)
2 La TNC oriente la broche de l'outil vers le centre de rotation
renseigné. L'angle d'orientation de la broche Q336 sera alors
pris en compte. Si la valeur "ORI" a été définie dans le tableau
d'outils, elle est également prise en compte.
3 La broche de l'outil est maintenant couplée à la position des
axes linéaires. La broche suit la position nominale des axes
principaux.
4 Pour terminer le cycle, le couplage doit être désactivé. (par le
cycle 291 ou par une nouvelle programmation)
Déroulement du cycle, si Q560=0 :
1 La TNC désactive le couplage de la broche.
2 La broche de l'outil n'est plus couplée à la position des axes
linéaires.
3 L'usinage avec le cycle 291 Tournage interpolé est terminé.
4 Si Q560=0, les paramètres Q336, Q216, Q217 ne sont pas
pertinents.