Mode opératoire du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 508
Cycles palpeurs : initialisation automatique des points d'origine
15.10 POINT DE REFERENCE CENTRE DE CERCLE DE TROUS (cycle 416
DIN/ISO : G416)
15
508
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
15.10
POINT DE REFERENCE CENTRE DE
CERCLE DE TROUS (cycle 416 DIN/
ISO : G416)
Mode opératoire du cycle
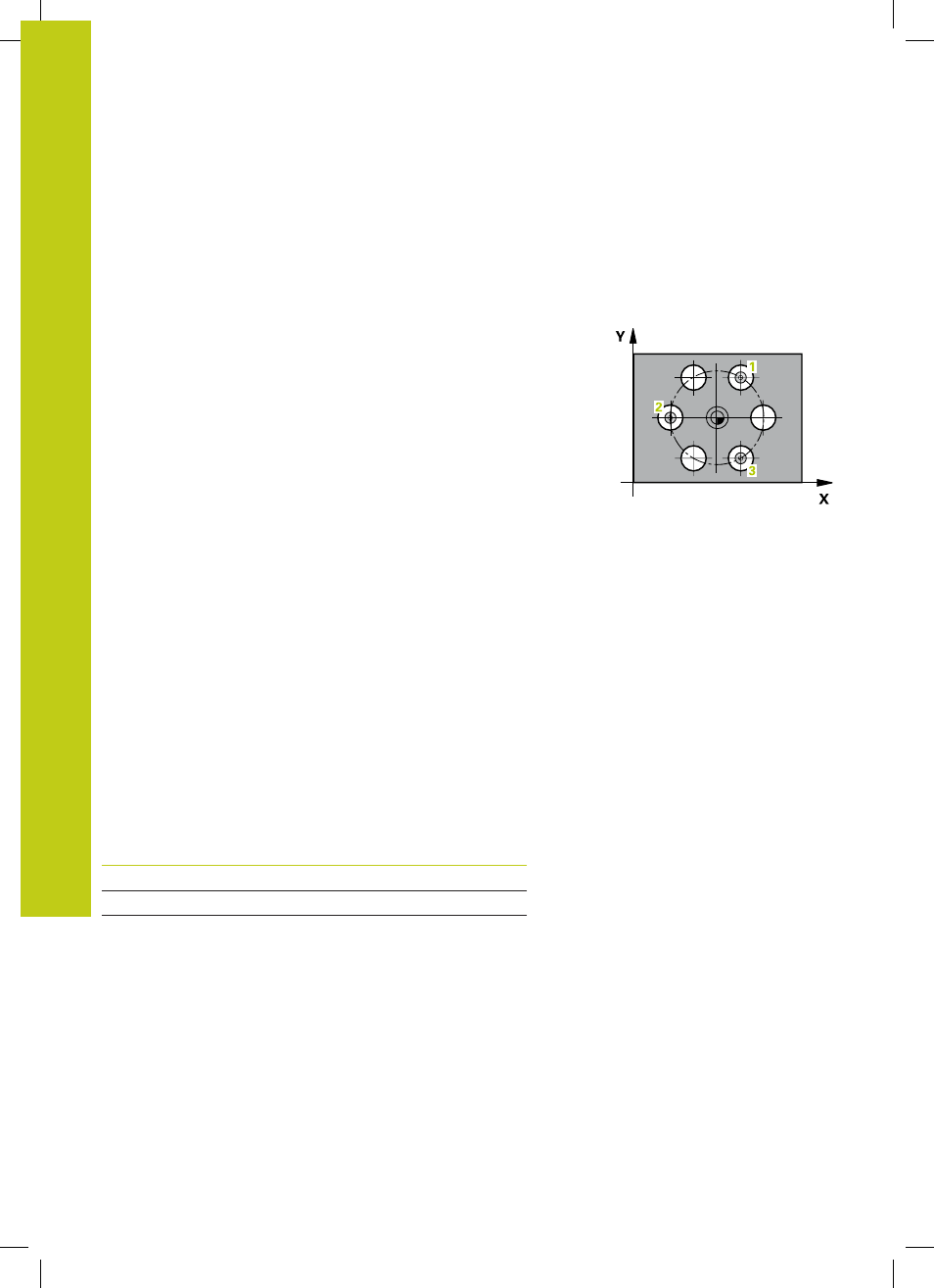
Le cycle palpeur 416 calcule le centre d'un cercle de trous en
mesurant trois trous et initialise ce centre comme point d'origine.
Si vous le souhaitez, la TNC peut aussi mémoriser le centre dans
un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur au point central indiqué pour le
trou
1
, en avance rapide (valeur de la colonne
FMAX) et selon la
logique de positionnement. (voir "Exécuter les cycles palpeurs",
page 446) .
2 Le palpeur se déplace ensuite à la hauteur de mesure
programmée et enregistre le centre du premier trou en palpant
quatre fois.
3 Puis, le palpeur retourne à la hauteur de sécurité avant de se
positionner au centre programmé du second trou
2.
4 La TNC déplace le palpeur à la hauteur de mesure programmée
et enregistre le centre du deuxième trou en palpant quatre fois.
5 Puis, le palpeur retourne à la hauteur de sécurité avant de se
positionner au centre programmé du troisième trou
3.
6 La TNC déplace le palpeur à la hauteur de mesure programmée
et enregistre le centre du troisième trou en palpant quatre fois.
7 Pour terminer, la TNC rétracte le palpeur à la hauteur de
sécurité, traite le point de référence calculé en fonction des
paramètres de cycle Q303 et Q305 (voir "Caractéristiques
communes à tous les cycles palpeurs pour l'initialisation
du point de référence", page 472) et enregistre les valeurs
effectives dans les paramètres Q énumérés ci-après.
8 Ensuite, si nécessaire, la TNC calcule aussi, dans une opération
de palpage séparée, le point de référence dans l'axe du palpeur.
Numéro de
paramètre
Signification
Q151
Valeur effective centre, axe principal
Q152
Valeur effective centre, axe secondaire
Q153
Valeur effective diamètre cercle de
trous