Exemple : tournage interpolé avec le cycle 292 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 312
Cycles : fonctions spéciales
11.11 Exemples de programmation
11
312
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
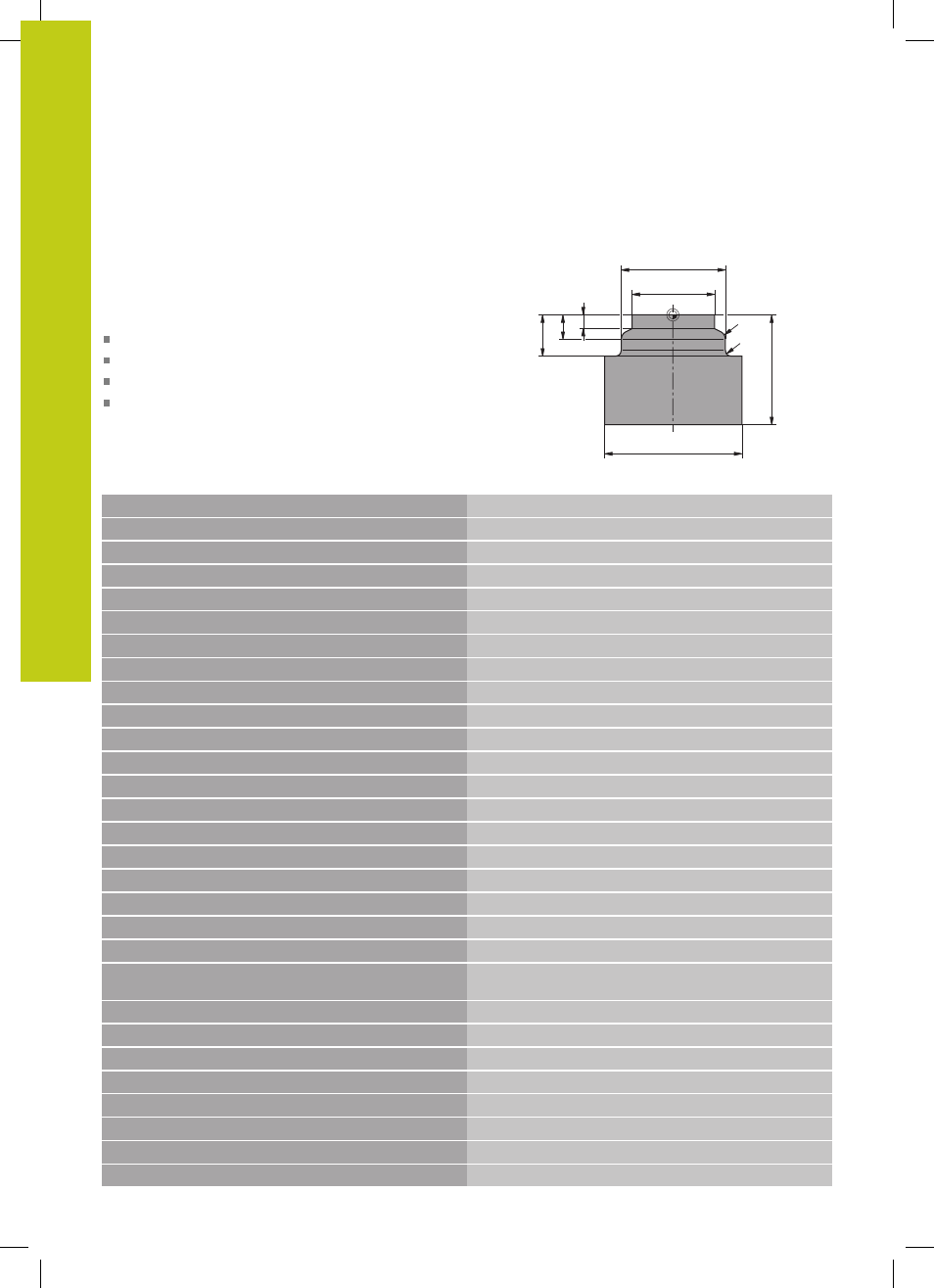
Exemple : Tournage interpolé avec le cycle 292
Le programme ci-dessous fait appel au cycle 292
TOURNAGE INTERPOLE FINITION CONTOUR. Cet
exemple de programme illustre l'usinage d'un contour
extérieur avec une broche de fraisage tournante.
Déroulement du programme
Appel de l'outil : fraise D20
Cycle 32 Tolérance
Renvoi au contour du cycle 14
Cycle 292 Tournage interpolé du contour
40
5
7
15
50
30
38
0 BEGIN PGM 2 MM
1 BLK FORM CYLINDER Z R25 L40
Définition de la pièce brute : cylindre
2 TOOL CALL "D20" Z S111
Appel de l'outil : fraise deux tailles D20
3 CYCL DEF 32.0 TOLERANCE
Définition de la tolérance avec le cycle 32
4 CYCL DEF 32.1 T0.05
5 CYCL DEF 32.2 HSC-MODE:1
6 CYCL DEF 14.0 CONTOUR
Renvoi au contour du LBL1 avec le cycle 14
7 CYCL DEF 14.1 LABEL CONTOUR 1
8 CYCL DEF 292 CONT. TOURN. INTER.
Définition du cycle 292
Q560=+1
;COUPLER BROCHE
Q336=+0
;ANGLE BROCHE
Q546=+3
;SENS ROT. OUTIL
Q529=+0
;DEBUT USINAGE
Q221=+0
;SUREPAISSEUR SURFACE
Q441=+1
;PASSE
Q449=+15000
;AVANCE
Q491=+15
;RAYON DEPART CONTOUR
Q357=+2
;DIST. APPR. LATERALE
Q445=+50
;HAUTEUR DE SECURITE
9 L Z+50 R0 FMAX M3
Pré-positionnement de l'axe d'outil, Broche ON
10 L X+0 Y+0 R0 FMAX M99
Pré-positionnement au centre de rotation dans le plan
d'usinage, appel de l'outil
11 LBL 1
Le LBL1 contient le contour.
12 L Z+2 X+15
13 L Z-5
14 L Z-7 X+19
15 RND R3
16 L Z-15
17 RND R2
18 L X+27