HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 166
Cycles d'usinage : fraisage de poches/ tenons / rainures
5.8
SURFACAGE (cycle 233, DIN/ISO : G233)
5
166
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
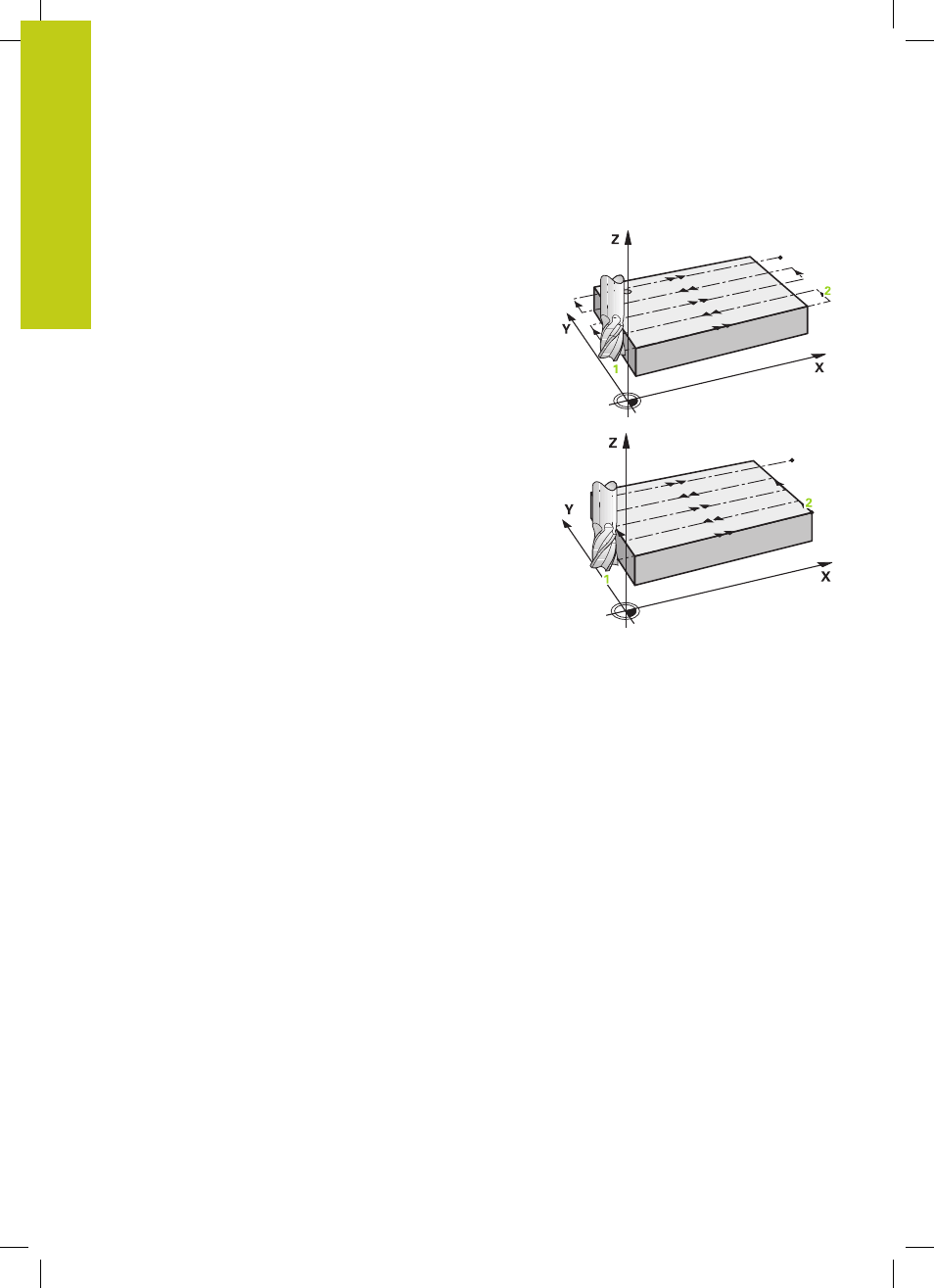
Stratégie Q389=0 et Q389 =1
Les stratégies Q389=0 et Q389=1 se distinguent par le
dépassement lors du surfaçage. Si Q389=0, le point final se trouve
en dehors de la surface. Si Q389=1, il se trouve en revanche en
bordure de la surface. La TNC calcule le point final
2
à partir de
la longueur latérale et de la distance d'approche latérale. Avec la
stratégie Q389=0, la TNC déplace également l'outil de la valeur du
rayon d'outil au-dessus de la surface transversale.
4 La TNC déplace l'outil jusqu'au point final
2
avec l'avance de
fraisage programmée.
5 La TNC décale ensuite l'outil de manière transversale
jusqu'au point de départ de la ligne suivante, avec l'avance
de prépositionnement. La TNC calcule le décalage à partir
de la largeur programmée, du rayon d'outil, du facteur de
recouvrement et de distance d'approche latérale.
6 Enfin, la TNC retire l'outil dans le sens inverse, avec l'avance de
fraisage.
7 Le processus est répété jusqu'à ce que la surface programmée
soit intégralement usinée.
8 La TNC repositionne l'outil au point de départ
1
, en avance
rapide
FMAX .
9 Si plusieurs passes sont requises, la TNC déplace l'outil à
la profondeur de passe suivante dans l'axe de broche, avec
l'avance de positionnement.
10 Le processus est répété jusqu’à ce que toutes les passes
soient exécutées. Lors de la dernière passe, l'outil n'exécute
que l'usinage de la surépaisseur de finition, selon l'avance de
finition.
11 Pour terminer, la TNC ramène l'outil à la distance de bride avec
FMAX.