Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 429
TAILLAGE ROUE DENTEE (cycle 880, DIN/ISO : G880) 12.31
12
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
429
Paramètres du cycle
Opérations d'usinage Q215 : définir les opérations
d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition à la cote finale
3
: seulement finition à la surépaisseur
Module Q540 : description de l'engrenage : module
de l'engrenage. Plage de programmation : 0 à
99,9999
Nombre de dents Q541 : description de
l'engrenage : nombre de dents. Plage d'introduction
0 à 99999
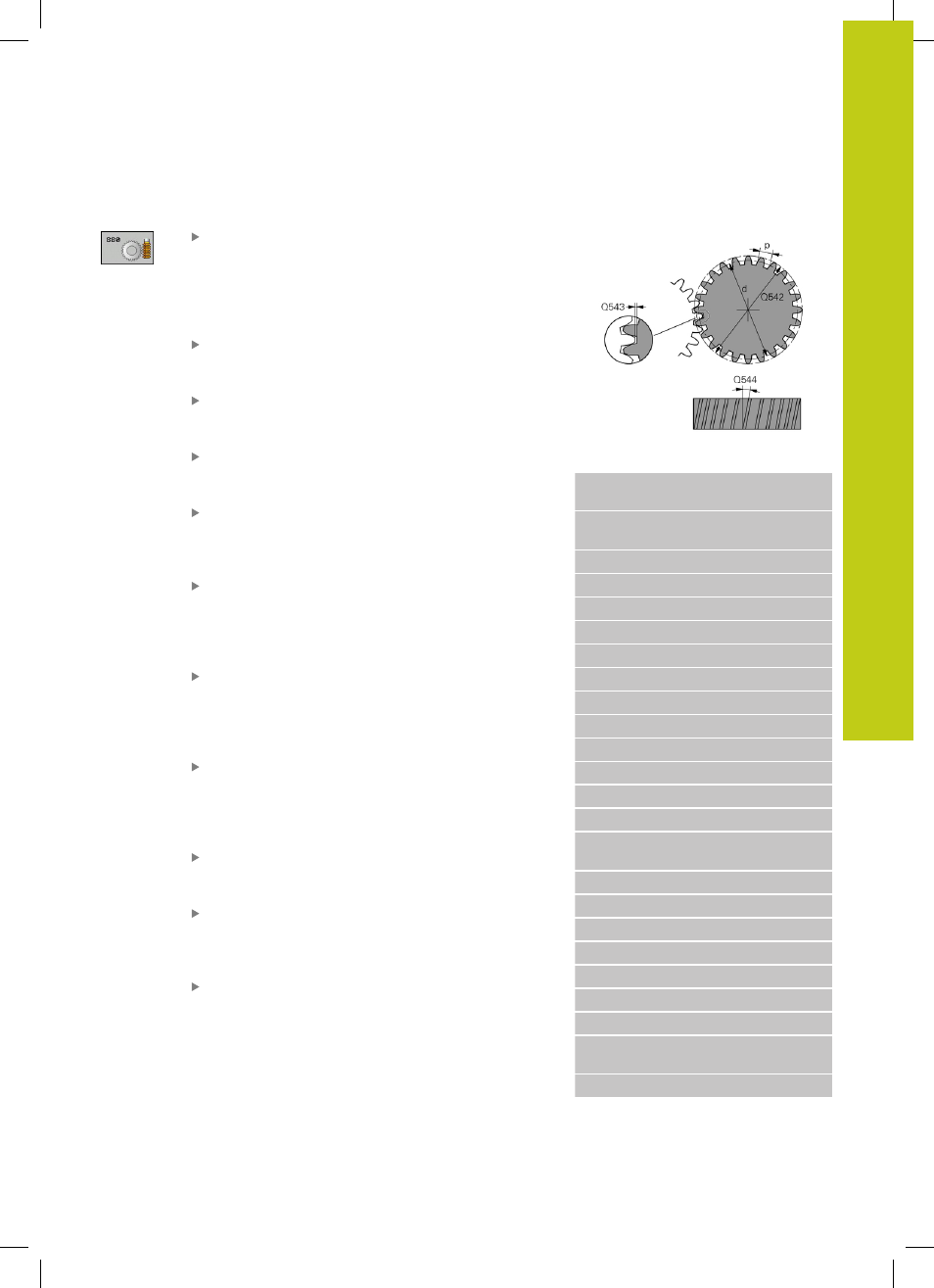
Diamètre du cercle de tête Q542 : description de
l'engrenage : diamètre extérieur de la pièce finie.
Plage d’introduction 0 à 99999,9999
Jeu de tête Q543 : description de l'engrenage :
distance entre le cercle de tête de l'engrenage à
usiner et le cercle de base de la roue conjuguée.
Plage de programmation : 0 à 9,9999
Angle d'inclinaison Q544 : description de
l'engrenage : pour une denture oblique, angle
d'inclinaison des dents par rapport au sens de l'axe.
(pour une denture droite, cet angle a la valeur 0°)
Plage de programmation : -45 à +45
Angle d'inclinaison de l'outil Q545 : description de
l'outil : angle des flancs de la fraise mère. Saisissez
cette valeur sous forme de valeur décimale (p. ex.
0°47'=0,7833). Plage de programmation : -60,0000
à +60,0000
Sens de rotation de l'outil (3, 4) Q546 :
description de l'outil : sens de rotation de la broche
de la fraise mère :
3
: outil tournant à droite (M3)
4
: outil tournant à gauche (M4)
Offset angulaire Q547 : angle de rotation de la
pièce au départ du cycle. Plage de programmation :
-180.0000 à +180.0000
Côté d'usinage Q550 : vous définissez de quel côté
l'usinage doit avoir lieu.
0
: côté d'usinage positif
1
: côté d'usinage négatif
Sens privilégié Q533 : Choix des possibilités
d'inclinaison alternatives.
0
: solution présentant la course la plus courte
-1
: solution dans le sens négatif
+1
: solution dans le sens positif
Séquences CN
63 CYCL DEF 880 FRAISAGE DE
DENTURES
Q215=0
;OPERATIONS
D'USINAGE
Q540=0
;MODULE
Q541=0
;NOMBRE DENTS
Q542=0
;DIAM. CERCLE DE TETE
Q543=0.167
;JEU DE TETE
Q544=0
;ANGLE INCLINAISON
Q545=0
;ANGLE INCLIN. OUTIL
Q546=3
;SENS ROT. OUTIL
Q547=0
;OFFSET ANGLE
Q550=1
;COTE USINAGE
Q533=0
;SENS PRIVILEGIE
Q530=2
;USINAGE INCLINE
Q253=750
;AVANCE PREPOS.
Q260=100
;HAUTEUR DE
SÉCURITÉ
Q553=10
;OFFSET I OUTIL
Q551=0
;POINT DEPART EN Z
Q552=-10
;POINT FINAL EN Z
Q463=1
;PROF. COUPE MAX.
Q460=2
;DISTANCE D'APPROCHE
Q488=0.3
;AVANCE DE PLONGEE
Q478=0.3
;AVANCE D'EBAUCHE
Q483=0.4
;DIAMETRE DE
SUREPAISSEUR
Q505=0.2
;AVANCE DE FINITION