Attention lors de la programmation – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 500
Cycles palpeurs : initialisation automatique des points d'origine
15.8 POINT DE REFERENCE EXTERIEUR COIN (cycle 414 DIN/ISO : G414)
15
500
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
Attention lors de la programmation !
Attention, risque de collision!
Aucune conversion de coordonnées ne doit être
active si vous initialisez un point de référence avec le
cycle palpeur (Q303 = 0) et que vous utilisez en plus
la fonction Palpage dans l'axe palpeur (Q381 = 1).
Avant de définir le cycle, vous devez avoir
programmé un appel d'outil pour définir l'axe du
palpeur.
La TNC mesure toujours la première droite dans le
sens de l'axe secondaire du plan d'usinage.
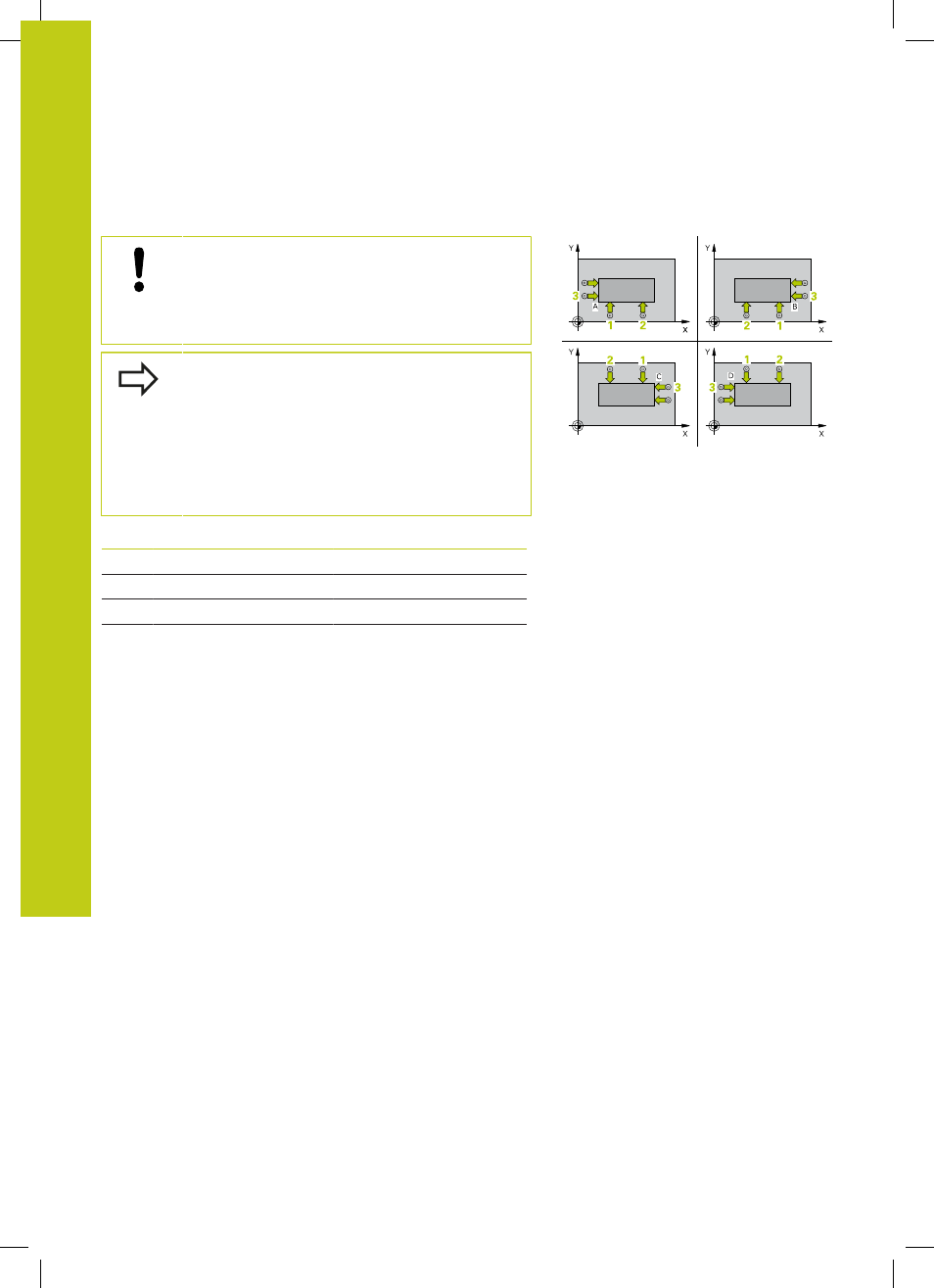
La position des points de mesure
1
et
3
permet
de définir le coin auquel la TNC initialisera le point
d'origine (voir fig. de droite et tableau ci-après).
Coin
Coordonnée X
Coordonnée Y
A
Point
1
supérieur point
3
Point
1
inférieur point
3
B
Point
1
inférieur point
3
Point
1
inférieur point
3
C
Point
1
inférieur point
3
Point
1
supérieur point
3
D
Point
1
supérieur point
3
Point
1
supérieur point
3