Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 154
Cycles d'usinage : fraisage de poches/ tenons / rainures
5.5
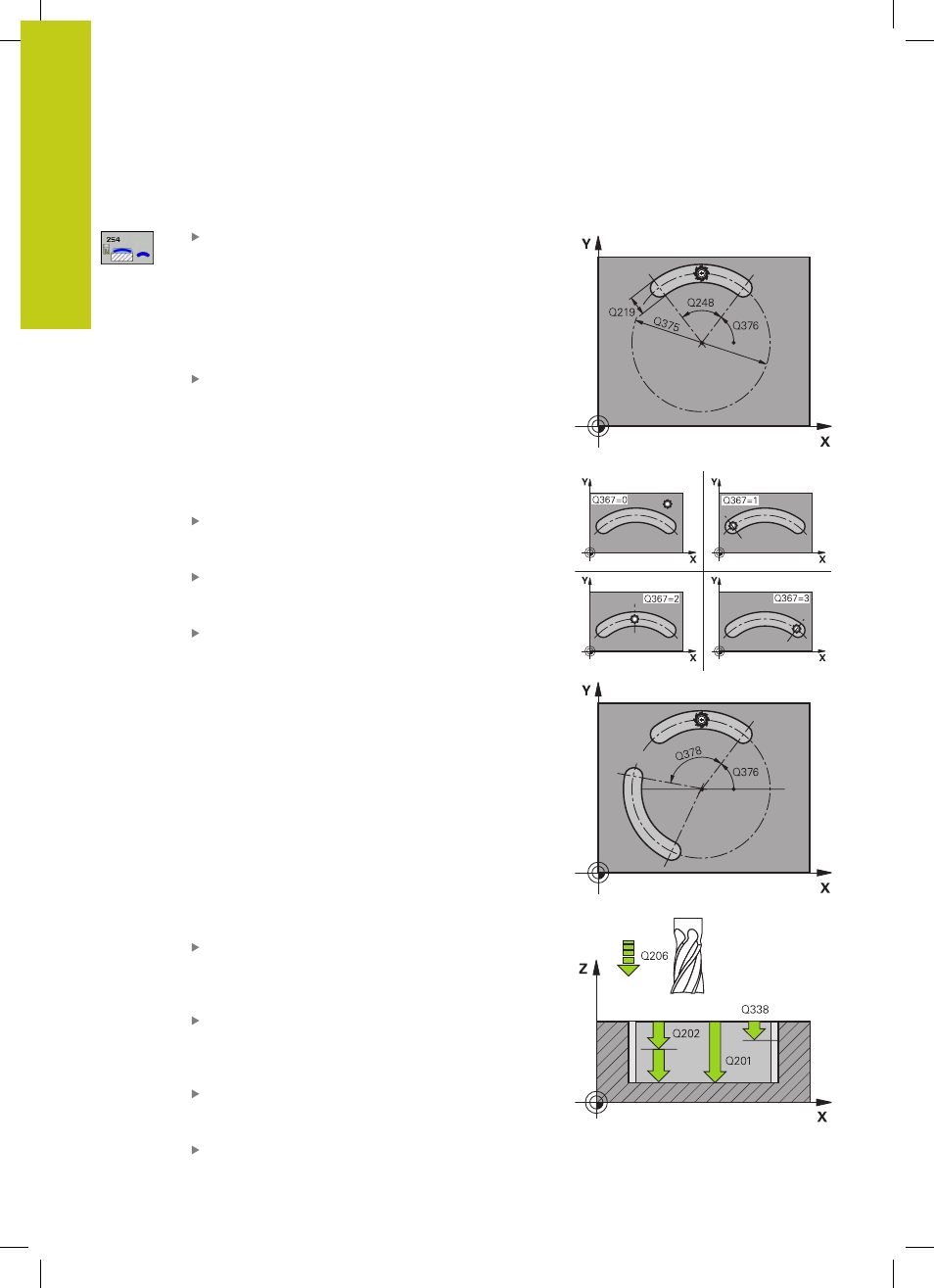
RAINURE CIRCULAIRE
(cycle 254 DIN/ISO : G254)
5
154
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
Paramètres du cycle
Opérations d'usinage (0/1/2) Q215 : définir les
opérations d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition
La finition latérale et la finition en profondeur ne
sont exécutées que si la surépaisseur de finition
respective (Q368, Q369) est définie.
Largeur de rainure Q219 (valeur parallèle à l'axe
secondaire du plan d'usinage) : introduire la largeur
de la rainure. Si la largeur programmée pour la
rainure est égale au diamètre de l'outil, la TNC
n'effectue que l'ébauche (fraisage d'un trou oblong).
Largeur max. de la rainure pour l'ébauche : deux
fois le diamètre de l'outil. Plage d’introduction 0 à
99999,9999
Surépaisseur finition latérale Q368 (en
incrémental) : surépaisseur de finition dans le plan
d'usinage. Plage d’introduction 0 à 99999,9999
Diamètre cercle primitif Q375 : introduire le
diamètre du cercle primitif. Plage d’introduction 0 à
99999,9999
En référence à la position de la rainure (0/1/2/3)
Q367 : position de la rainure par rapport à la position
de l'outil lors de l'appel du cycle
0
: la position d'outil n'est pas prise en compte. La
position de la rainure résulte du centre du cercle
primitif et de l'angle initial.
1
: position d'outil = dans l'axe médian de la rainure
à gauche. L'angle initial Q376 se réfère à cette
position. Le centre programmé du cercle primitif
n'est pas pris en compte.
2
: position d'outil = au centre de l'axe médian.
L'angle initial Q376 se réfère à cette position. Le
centre programmé du cercle primitif n'est pas pris
en compte.
3
: position d'outil = dans l'axe médian de la rainure
à droite. L'angle initial Q376 se réfère à cette
position. Le centre programmé du cercle n'est pas
pris en compte
Centre 1er axe Q216 (en absolu) : centre du cercle
primitif dans l'axe principal du plan d'usinage.
N'agit
que si Q367 = 0
. Plage d’introduction -99999,9999 à
99999,9999
Centre 2ème axe Q217 (en absolu) : centre
du cercle primitif dans l'axe secondaire du
plan d'usinage.
N'agit que si Q367 = 0
. Plage
d’introduction -99999,9999 à 99999,9999
Angle initial Q376 (en absolu) : introduire l'angle
polaire du point initial. Plage d'introduction -360,000
à 360,000
Angle d'ouverture de la rainure Q248 (en
incrémental) : introduire l'angle d'ouverture de la
rainure. Plage d'introduction 0 à 360,000