Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Manuel d'utilisation
Page 306
Cycles : fonctions spéciales
11.9
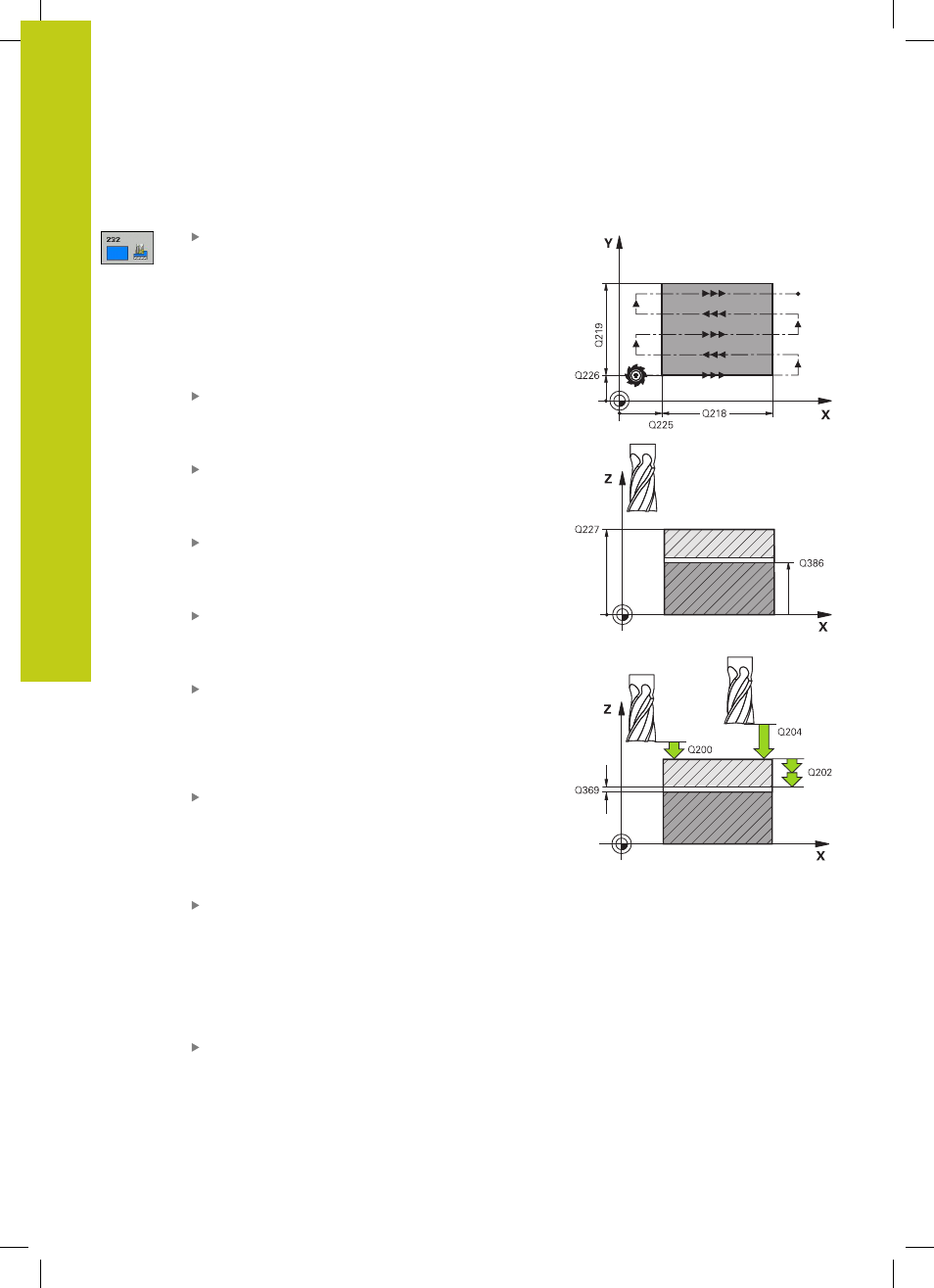
FRAISAGE TRANSVERSAL (cycle 232, DIN/ISO : G232)
11
306
TNC 640 | Manuel d'utilisation Programmation des cycles | 4/2015
Paramètres du cycle
Stratégie d'usinage (0/1/2) Q389 : Définition de la
manière dont la TNC doit usiner la surface :
0
: Usinage en méandres, passe latérale en
dehors de la surface à usiner, avec l'avance de
positionnement
1
: Usinage en méandres, passe latérale en bordure
de la surface à usiner, avec l'avance de fraisage
2
: Usinage ligne à ligne, retrait et passe latérale,
avec l'avance de positionnement.
Point initial 1er axe Q225 (en absolu) : coordonnée
du point initial de la surface à usiner dans l'axe
principal du plan d'usinage. Plage d’introduction
-99999,9999 à 99999,9999
Point initial 2ème axe Q226 (en absolu) :
coordonnée du point initial de la surface à usiner
dans l'axe secondaire du plan d'usinage. Plage
d’introduction -99999,9999 à 99999,9999
Point initial 3ème axe Q227 (en absolu) :
coordonnée de la surface de la pièce par rapport
à laquelle les passes sont calculées. Plage
d’introduction -99999,9999 à 99999,9999
Point final 3ème axe Q386 (en absolu) :
coordonnée dans l'axe de broche à laquelle doit être
exécuté l'usinage de la surface. Plage d’introduction
-99999,9999 à 99999,9999
1er côté Q218 (en incrémental) : longueur de
la surface à usiner dans l'axe principal du plan
d'usinage. Le signe permet de définir la direction
de la première trajectoire de fraisage par rapport
au
point initial du 1er axe. Plage d’introduction
-99999,9999 à 99999,9999
2ème côté Q219 (en incrémental) : longueur de
la surface à usiner dans l'axe secondaire du plan
d'usinage. Le signe permet de définir la direction
de la première passe transversale par rapport au
point initial du 2ème axe. Plage d’introduction
-99999,9999 à 99999,9999
Profondeur de passe max. Q202 (en incrémental) :
distance
maximale
parcourue par l'outil en une
passe. La TNC calcule la profondeur de passe réelle
en fonction de la différence entre le point final et
le point initial dans l'axe d'outil – en tenant compte
de la surépaisseur de finition – et ce, de manière à
ce que l'usinage soit exécuté avec des passes de
même valeur. Plage d'introduction 0 à 99999,9999
Surép. finition en profondeur Q369 (en
incrémental) : valeur pour le déplacement de la
dernière passe. Plage d’introduction 0 à 99999,9999