HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 98
Cycles d'usinage : perçage
3.11 Exemples de programmation
3
98
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
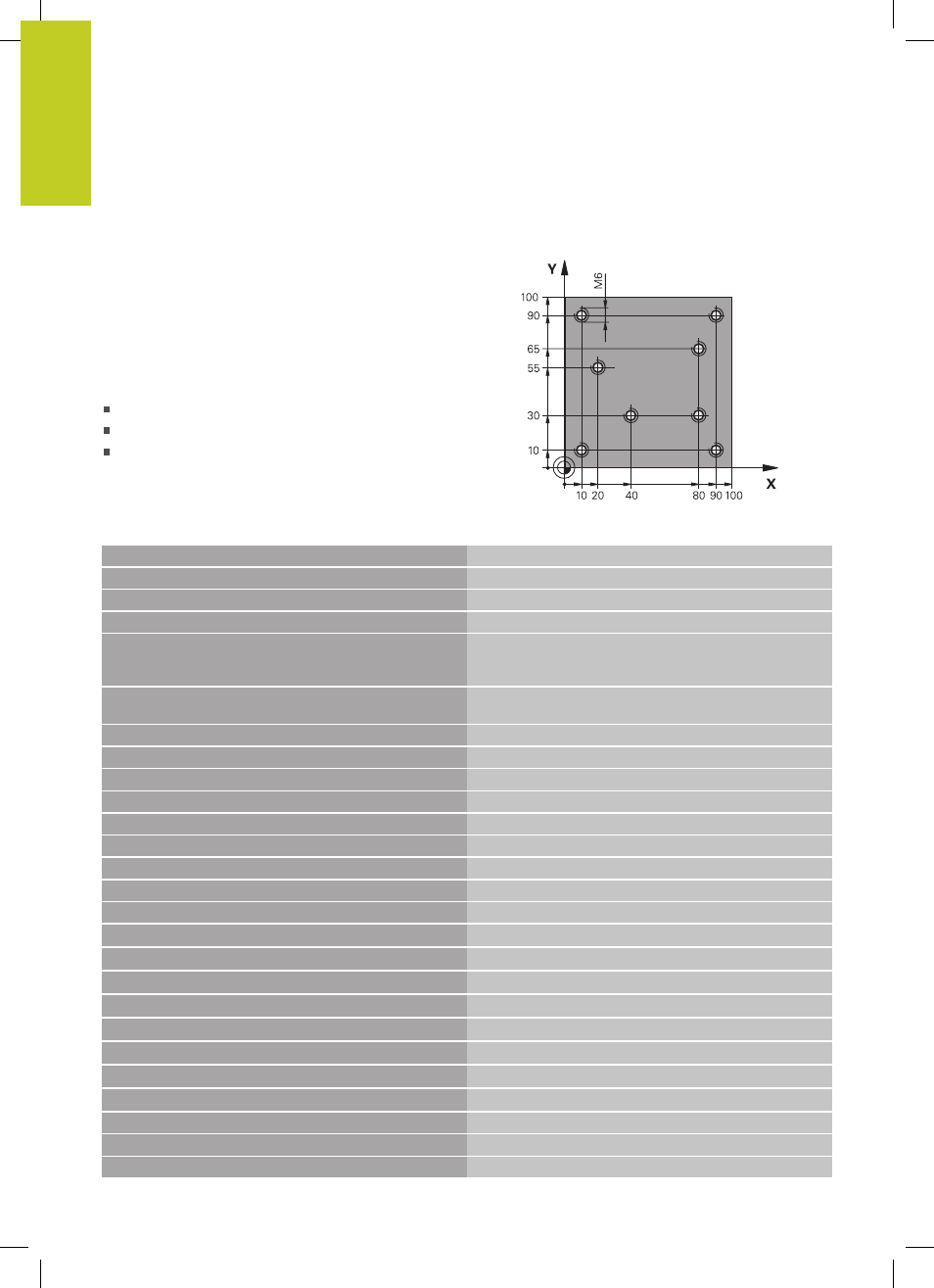
Exemple : utilisation des cycles de perçage en liaison
avec PATTERN DEF
Les coordonnées du perçage sont mémorisées dans la
définition du motif Pattern def pos et sont appelées par la
TNC avec CYCL CALL PAT.
Les rayons d'outils sont sélectionnés de manière
à visualiser toutes les étapes de l'usinage dans le
graphique de test.
Déroulement du programme
Centrage (rayon d'outil 4)
Perçage (rayon d'outil 2,4)
Taraudage (rayon d'outil 3)
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Définition de la pièce brute
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL CALL 1 Z S5000
Appel d'outil, foret à centrer (rayon d'outil 4)
4 L Z+10 R0 F5000
Déplacer l'outil à une hauteur de sécurité (programmer F
avec une valeur), la TNC positionne à cette hauteur après
chaque cycle.
5 PATTERN DEF
Définir toutes les positions de perçage dans le motif de
points
POS1( X+10 Y+10 Z+0 )
POS2( X+40 Y+30 Z+0 )
POS3( X+20 Y+55 Z+0 )
POS4( X+10 Y+90 Z+0 )
POS5( X+90 Y+90 Z+0 )
POS6( X+80 Y+65 Z+0 )
POS7( X+80 Y+30 Z+0 )
POS8( X+90 Y+10 Z+0 )
6 CYCL DEF 240 CENTRAGE
Définition du cycle de centrage
Q200=2
;DISTANCE D'APPROCHE
Q343=0
;CHOIX DIAM./PROFOND.
Q201=-2
;PROFONDEUR
Q344=-10
;DIAMÈTRE
Q206=150
;AVANCE PLONGÉE PROF.
Q211=0
;TEMPO AU FOND
Q203=+0
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
7 CYCL CALL PAT F5000 M13
Appel du cycle en liaison avec le motif de points
8 L Z+100 R0 FMAX
Dégager l'outil, changer l'outil
9 TOOL CALL 2 Z S5000
Appel d'outil pour le foret (rayon d'outil 2,4)