Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 494
Cycles palpeurs : contrôle automatique des pièces
17.6 MESURE EXTERIEUR CERCLE (cycle 422, DIN/ISO : G422)
17
494
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
17.6
MESURE EXTERIEUR CERCLE (cycle
422, DIN/ISO : G422)
Mode opératoire du cycle
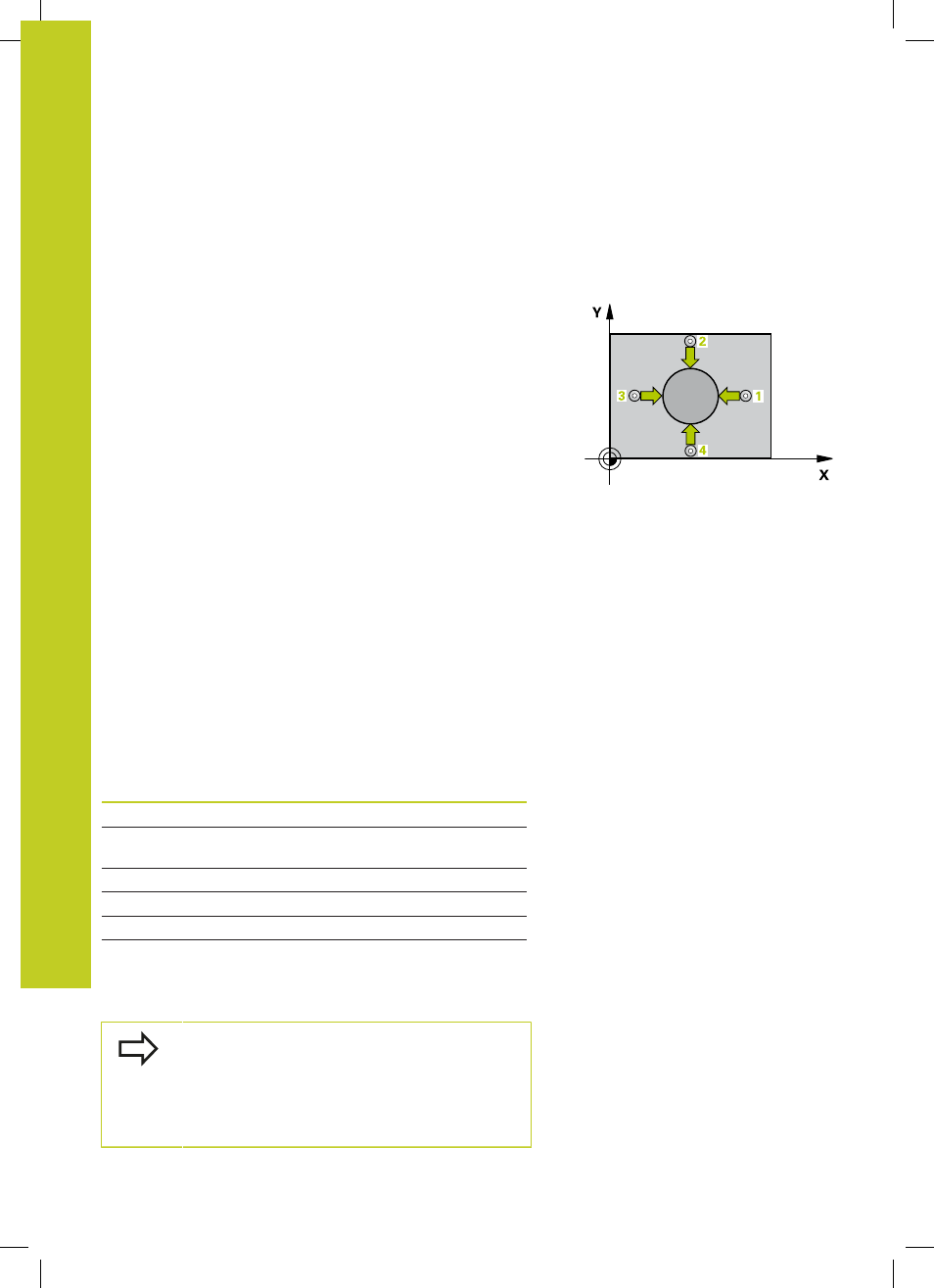
Le cycle palpeur 422 détermine le centre et le diamètre d'un
tenon circulaire. Si vous définissez les tolérances correspondantes
dans le cycle, la TNC compare les valeurs effectives aux valeurs
nominales et mémorise les écarts dans les paramètres-système.
1 La TNC positionne le palpeur au point de palpage
1
en avance
rapide (valeur de la colonne
FMAX) et selon la logique de
positionnement (voir "Exécuter les cycles palpeurs", Page 394).
La TNC calcule les points de palpage à partir des données du
cycle et de la distance d'approche programmée dans la colonne
SET_UP du tableau palpeurs.
2 Le palpeur se déplace ensuite à la hauteur de mesure
programmée et exécute la première opération de palpage
suivant l'avance de palpage (colonne
F). La TNC détermine
automatiquement le sens du palpage en fonction de l'angle
initial programmé.
3 Le palpeur suit ensuite une trajectoire circulaire, soit à la
hauteur de mesure, soit à la hauteur de sécurité, pour se
positionner au point de palpage suivant
2
où il exécute la
deuxième opération de palpage.
4 La TNC positionne le palpeur au point de palpage
3
, puis au
point de palpage
4
et y exécute respectivement la troisième et
la quatrième opération de palpage.
5 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et
mémorise les valeurs effectives ainsi que les écarts dans les
paramètres Q suivants :
Numéro de
paramètre
Signification
Q151
Valeur effective centre, axe principal
Q152
Valeur effective centre, axe
secondaire
Q153
Valeur effective diamètre
Q161
Ecart centre, axe principal
Q162
Ecart centre, axe secondaire
Q163
Ecart de diamètre
Attention lors de la programmation !
Avant de définir le cycle, vous devez avoir
programmé un appel d'outil pour définir l'axe du
palpeur.
Plus l'incrément angulaire programmé est petit
et plus la cote du tenon calculée par la TNC sera
imprécise. Valeur d'introduction min.: 5°.