6 fraisage de filet (cycle 262, din/iso : g262), Mode opératoire du cycle, Fraisage de filet (cycle 262, din/iso : g262) – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 115
FRAISAGE DE FILET
(cycle 262, DIN/ISO : G262)
4.6
4
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
115
4.6
FRAISAGE DE FILET
(cycle 262, DIN/ISO : G262)
Mode opératoire du cycle
1 En avance rapide
FMAX, la TNC positionne l'outil dans l'axe de
broche, à la distance d'approche programmée au-dessus de la
surface de la pièce.
2 Avec l'avance de pré-positionnement programmée, l'outil se
déplace sur le plan initial qui résulte du signe du pas de vis, du
mode de fraisage ainsi que du nombre de filets par pas.
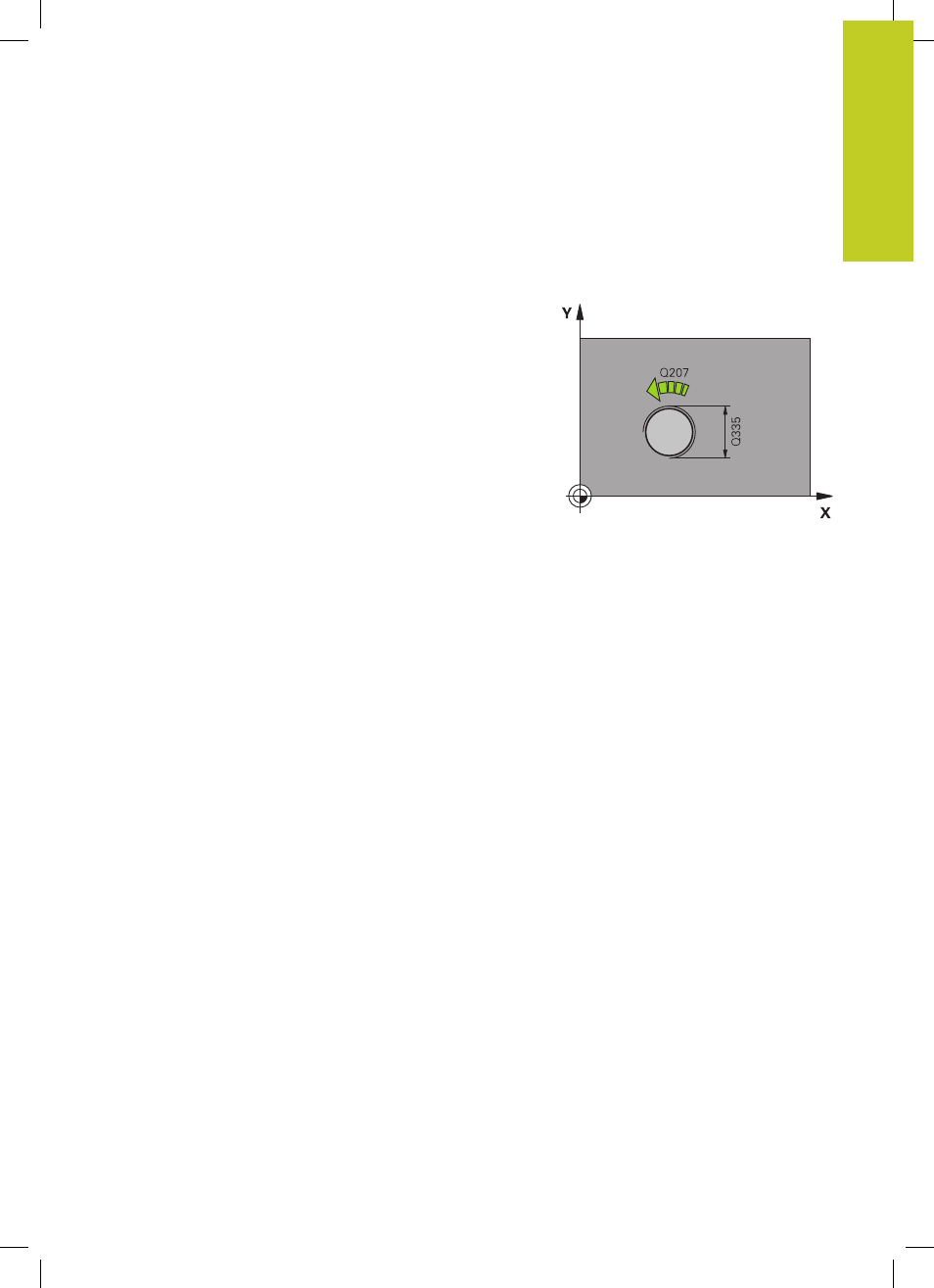
3 Puis, l'outil se déplace tangentiellement vers le diamètre
nominal du filet en suivant une trajectoire hélicoïdale. Un
déplacement de compensation dans l'axe d'outil est exécuté
avant l'approche hélicoïdale pour débuter la trajectoire du filet à
partir du plan initial programmé.
4 En fonction du paramètre Nombre de filets par pas, l'outil
fraise le filet en exécutant un déplacement hélicoïdal, plusieurs
déplacements hélicoïdaux décalés ou un déplacement hélicoïdal
continu.
5 Puis, l’outil quitte le contour par tangentement pour retourner au
point initial dans le plan d’usinage.
6 En fin de cycle, la TNC déplace l'outil en avance rapide à
la distance d'approche ou au saut de bride (si celui-ci a été
programmé).