Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 458
Cycles palpeurs : initialisation automatique des points d'origine
16.9 POINT DE REFERENCE INTERIEUR COIN (cycle 415 DIN/ISO : G415)
16
458
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
Paramètres du cycle
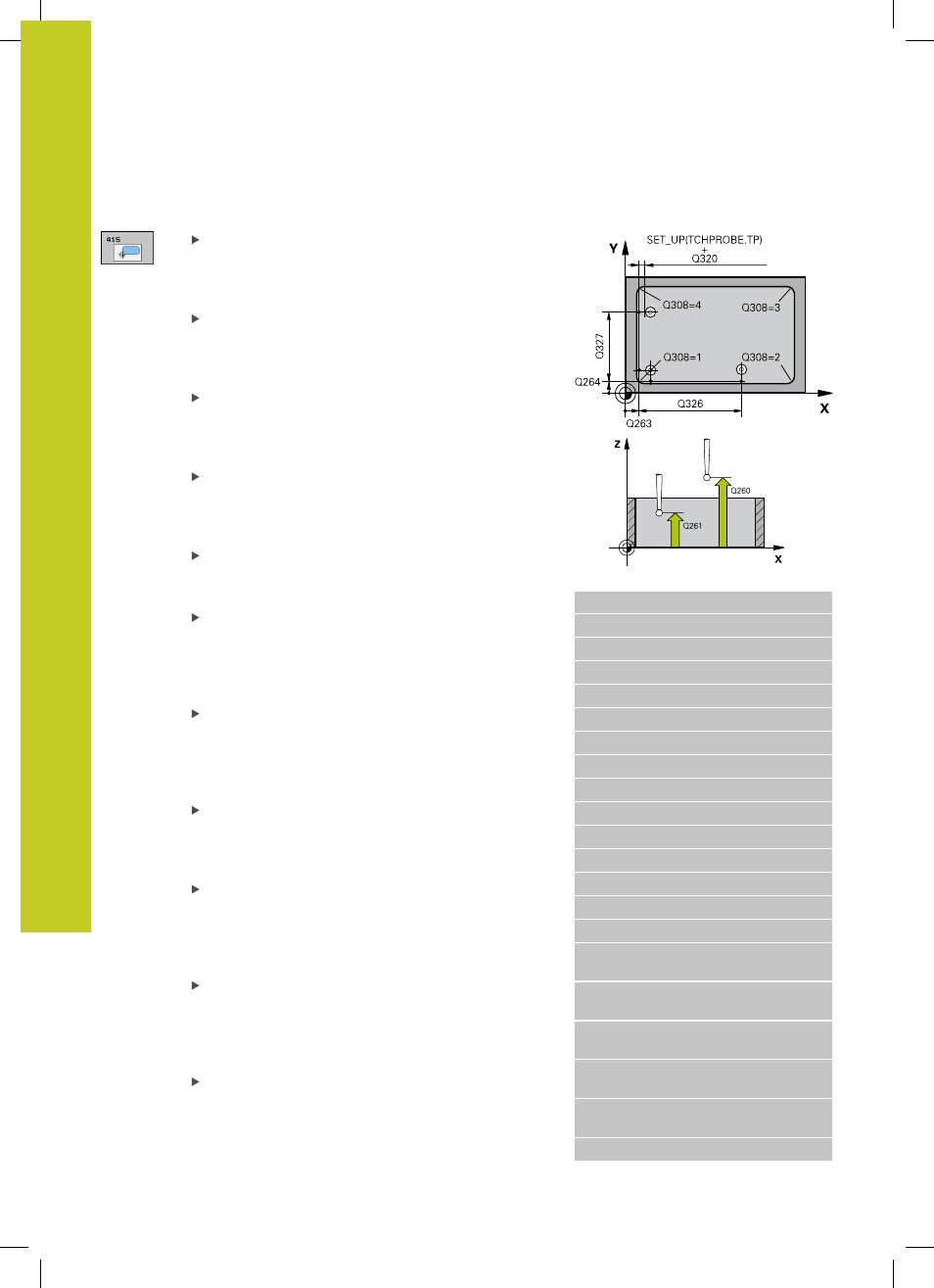
1er point mesure sur 1er axe Q263 (en absolu) :
coordonnée du 1er point de palpage dans l'axe
principal du plan d'usinage. Plage d’introduction
-99999,9999 à 99999,9999
1er point mesure sur 2ème axe Q264 (en absolu) :
coordonnée du 1er point de palpage dans l'axe
secondaire du plan d'usinage. Plage d’introduction
-99999,9999 à 99999,9999
Distance 1er axe Q326 (en incrémental) : distance
entre le premier et le deuxième point de mesure
dans l'axe principal du plan d'usinage. Plage
d’introduction 0 à 99999,9999
Distance 2ème axe Q327 (en incrémental) :
distance entre le troisième et le quatrième point de
mesure dans l'axe secondaire du plan d'usinage.
Plage d’introduction 0 à 99999,9999
Coin Q308 : numéro du coin auquel la TNC doit
initialiser le point d'origine. Plage d'introduction 1 à
4
Hauteur de mesure dans l'axe de palpage Q261
(en absolu) : coordonnée du centre de la bille ( =
point de contact) dans l'axe du palpeur à laquelle
la mesure doit être effectuée. Plage d’introduction
-99999,9999 à 99999,9999
Distance d'approche Q320 (en incrémental) :
distance supplémentaire entre le point de mesure
et la bille du palpeur. Q320 est additionné à
SET_UP (tableau palpeurs). Plage d’introduction 0 à
99999,9999
Hauteur de sécurité Q260 (en absolu) : coordonnée
dans l'axe du palpeur excluant toute collision entre
le palpeur et la pièce (élément de serrage). Plage
d’introduction -99999,9999 à 99999,9999
Déplacement à la hauteur de sécurité Q301 :
définir le type de positionnement du palpeur entre
les points de mesure
0
: positionnement à la hauteur de mesure
1
: positionnement à la hauteur de sécurité
Exécuter la rotation de base Q304 : définir si la
TNC doit compenser le désalignement de la pièce
par une rotation de base
0
: ne pas exécuter de rotation de base
1
: exécuter une rotation de base
Numéro dans tableau Q305 : indiquer le numéro de
la ligne du tableau de points zéro/tableau preset à
laquelle la TNC doit mémoriser les coordonnées du
coin. Si vous introduisez Q305=0, la TNC initialise
automatiquement l'affichage, le nouveau point
d'origine étant dans le coin. Plage d'introduction 0 à
2999
Séquences CN
5 TCH PROBE 415 PT RÉF. EXT. COIN
Q263=+37
;1ER POINT 1ER AXE
Q264=+7
;1ER POINT 2ÈME AXE
Q326=50
;DISTANCE 1ER AXE
Q296=+95
;3ÈME POINT 1ER AXE
Q297=+25
;3ÈME POINT 2ÈME AXE
Q327=45
;DISTANCE 2ÈME AXE
Q261=-5
;HAUTEUR DE MESURE
Q320=0
;DISTANCE D'APPROCHE
Q260=+20
;HAUTEUR DE SÉCURITÉ
Q301=0
;DÉPLAC. HAUT. SÉCU.
Q304=0
;ROTATION DE BASE
Q305=7
;N° DANS TABLEAU
Q331=+0
;POINT DE RÉFÉRENCE
Q332=+0
;POINT DE RÉFÉRENCE
Q303=+1
;TRANSFERT VAL.
MESURE
Q381=1
;PALPER DS AXE
PALPEUR
Q382=+85
;1ÈRE COORD. DS AXE
PALP.
Q383=+50
;2ÈME COORD. DS AXE
PALP.
Q384=+0
;3ÈME COORD. DS AXE
PALP.
Q333=+1
;POINT DE RÉFÉRENCE