Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 85
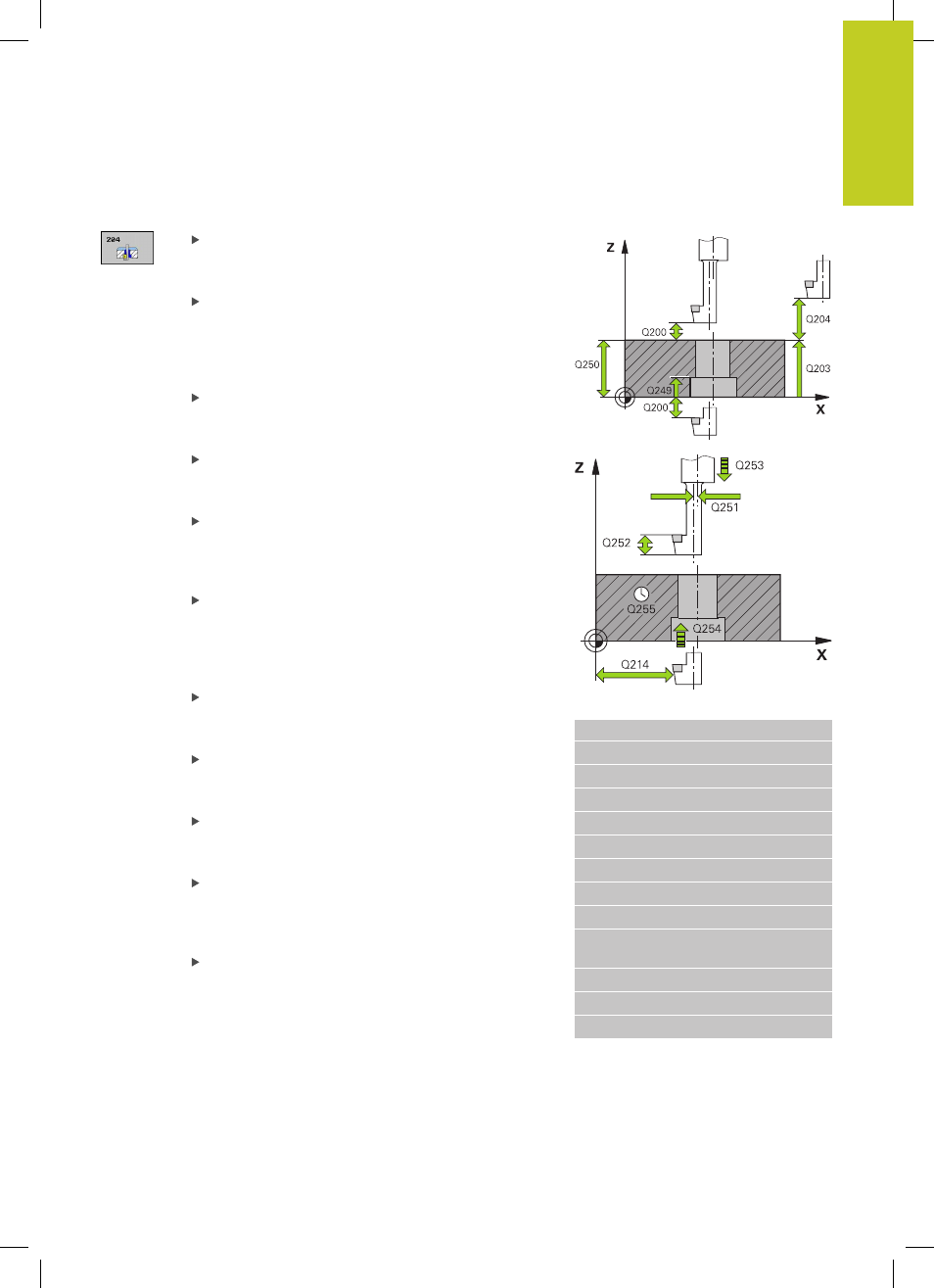
LAMAGE EN TIRANT
(cycle 204, DIN/ISO : G204)
3.7
3
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
85
Paramètres du cycle
Distance d'approche Q200 (en incrémental) :
distance entre la pointe de l'outil et la surface de la
pièce. Plage d’introduction 0 à 99999,9999
Profondeur lamage Q249 (en incrémental) :
distance entre la face inférieure de la pièce et le
fond du lamage. Le signe positif usine un lamage
dans le sens positif de l'axe de broche. Plage
d’introduction -99999,9999 à 99999,9999
Epaisseur matière Q250 (en incrémental) :
épaisseur de la pièce. Plage d’introduction 0,0001 à
99999,9999
Cote excentrique Q251 (en incrémental) : cote
excentrique de l'outil, voir la fiche technique de
l'outil. Plage d’introduction 0,0001 à 99999,9999
Hauteur de la dent Q252 (en incrémental) :
distance entre la face inférieure de l'outil et la dent
principale, voir la fiche technique de l'outil. Plage
d’introduction 0,0001 à 99999,9999
Avance de prépositionnement Q253 : vitesse
de déplacement de l'outil lors de la plongée dans
la pièce ou lors de la sortie de la pièce, en mm/
min. Plage d'introduction 0 à 99999,999 ou
FMAX,
FAUTO
Avance de lamage Q254 : vitesse de déplacement
de l'outil lors du lamage, en mm/min. Plage
d'introduction 0 à 99999,999 ou
FAUTO, FU
Temporisation Q255 : temporisation en secondes
au fond du lamage. Plage d'introduction 0 à
3600,000
Coord. surface pièce Q203 (en absolu) :
coordonnée de la surface de la pièce. Plage
d’introduction -99999,9999 à 99999,9999
Saut de bride Q204 (en incrémental) : coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (élément de serrage). Plage
d’introduction 0 à 99999,9999
Sens de dégagement (1/2/3/4) Q214 : définir le
sens suivant lequel la TNC doit décaler l'outil de la
valeur de la cote excentrique (après l'orientation de
la broche) ; il est interdit de programmer 0
1
: dégager l'outil dans le sens négatif de l'axe
principal
2
: dégager l'outil dans le sens négatif de l'axe
secondaire
3
: dégager l'outil dans le sens positif de l'axe
principal
Séquences CN
11 CYCL DEF 204 LAMAGE EN TIRANT
Q200=2
;DISTANCE D'APPROCHE
Q249=+5
;PROF. DE LAMAGE
Q250=20
;ÉPAISSEUR MATÉRIAU
Q251=3.5
;COTE EXCENTRIQUE
Q252=15
;HAUTEUR DE LA DENT
Q253=750
;AVANCE PRÉ-POS.
Q254=200
;AVANCE LAMAGE
Q255=0
;TEMPORISATION
Q203=+20
;COORD. SURFACE
PIÈCE
Q204=50
;SAUT DE BRIDE
Q214=1
;SENS DE DÉGAGEMENT
Q336=0
;ANGLE BROCHE