5 tolerance (cycle 32, din/iso : g62), Fonction du cycle, Tolerance (cycle 32, din/iso : g62) – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 275
TOLERANCE (cycle 32, DIN/ISO : G62) 12.5
12
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
275
12.5
TOLERANCE (cycle 32, DIN/ISO : G62)
Fonction du cycle
La machine et la TNC doivent avoir été préparées par
le constructeur de la machine.
Avec les données du cycle 32, vous pouvez agir sur le résultat de
l’usinage UGV au niveau de la précision, de la qualité de surface
et de la vitesse, à condition toutefois que la TNC soit adaptée aux
caractéristiques spécifiques de la machine.
La TNC lisse automatiquement le contour compris entre deux
éléments quelconques (non corrigés ou corrigés). L'outil se déplace
ainsi en continu sur la surface de la pièce tout en épargnant la
mécanique de la machine. La tolérance définie dans le cycle agit
également sur les trajectoires circulaires.
Si nécessaire, la TNC réduit automatiquement l'avance
programmée de telle sorte que le programme soit toujours exécuté
„sans à-coups“ par la TNC à la vitesse la plus élevée possible.
Même si la TNC se déplace à vitesse non réduite, la tolérance
que vous avez définie est systématiquement garantie
. Plus la
tolérance que vous définissez est grande et plus la TNC sera en
mesure de se déplacer rapidement.
Le lissage du contour engendre un écart. La valeur de cet écart
de contour (
tolérance) est définie par le constructeur de votre
machine dans un paramètre-machine. Le cycle
32 permet de
modifier la tolérance par défaut et de sélectionner diverses
configurations de filtre, à condition toutefois que le constructeur de
votre machine exploite ces possibilités de configuration.
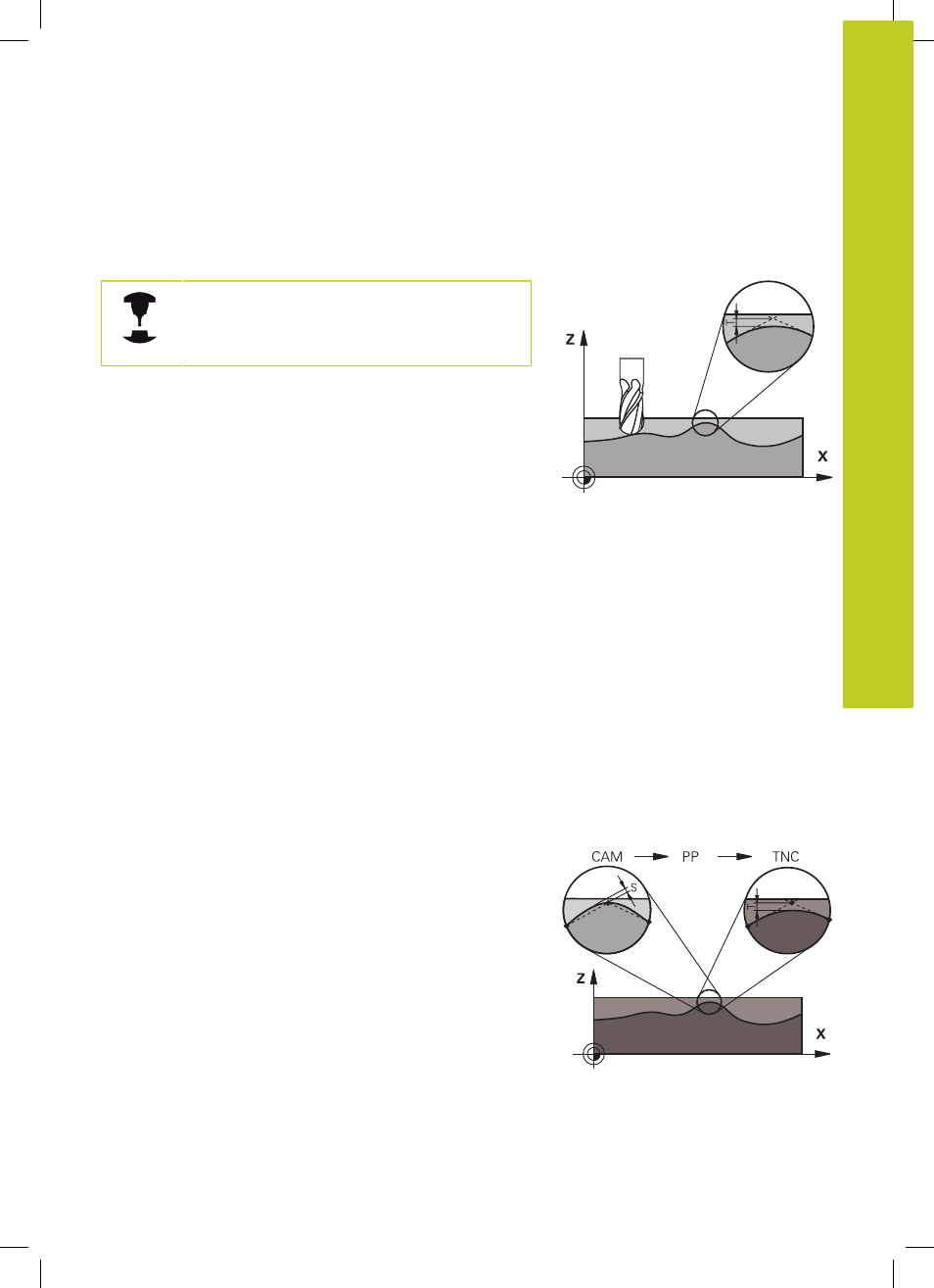
Influences lors de la définition géométrique dans le
système de FAO
Lors de la création externe du programme sur un système de FAO,
le paramétrage de l'erreur cordale est déterminant. Avec l'erreur
cordale, on définit l'écart max. autorisé d'un segment de droite
par rapport à la surface de la pièce. Si l’erreur cordale est égale
ou inférieure à la tolérance
T introduite dans le cycle 32, la TNC
peut alors lisser les points du contour, à condition toutefois de ne
pas limiter l'avance programmée par une configuration-machine
spéciale.
Vous obtenez un lissage optimal du contour en introduisant la
tolérance dans le cycle 32 de manière à ce qu’elle soit comprise
entre 1,1 et 2 fois la valeur de l'erreur cordale du système de FAO.