HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 240
Cycles d'usinage : usinage ligne à ligne
10.4 FRAISAGE TRANSVERSAL (cycle 232, DIN/ISO : G232)
10
240
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
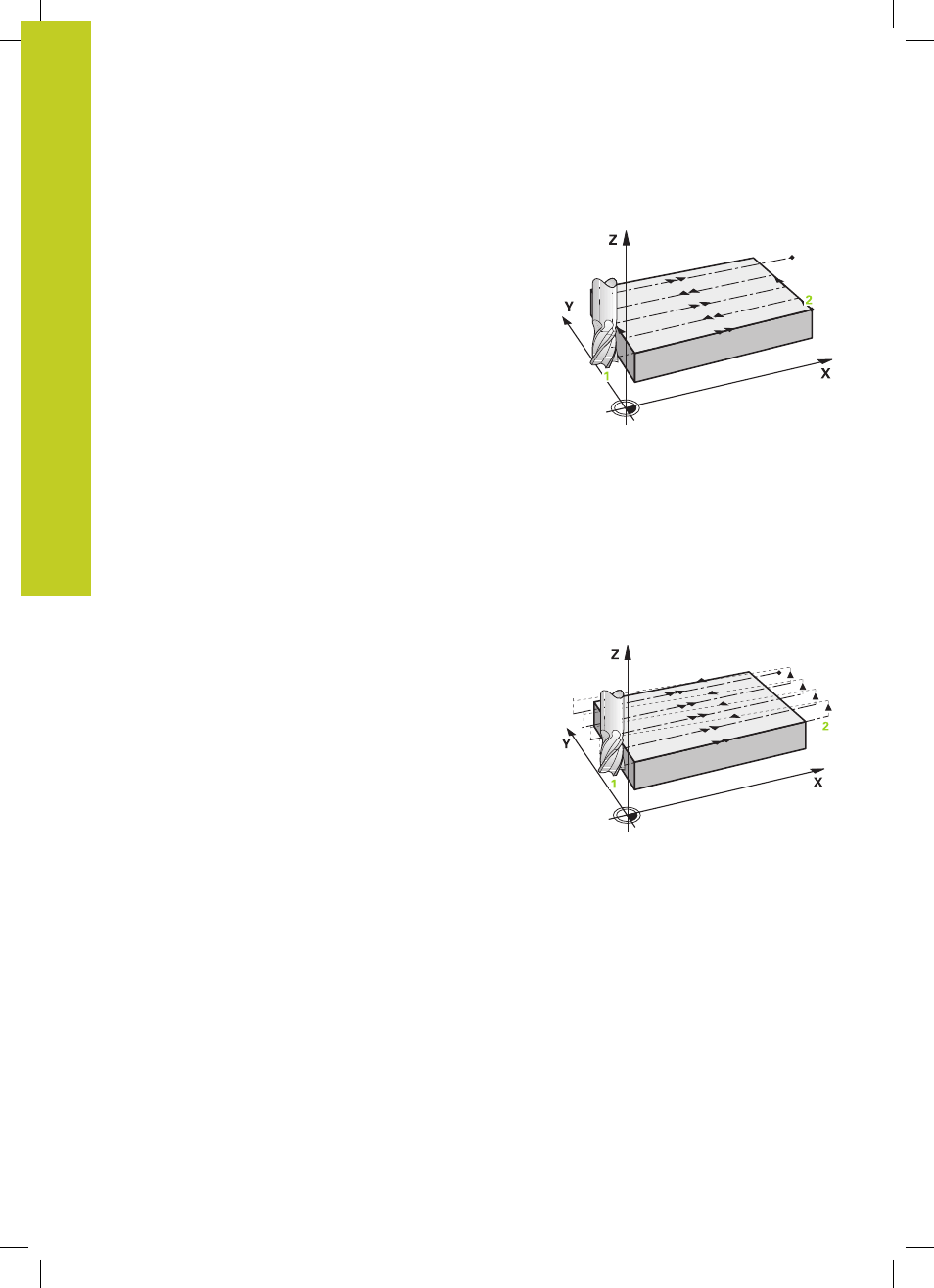
Stratégie Q389=1
3 L'outil se déplace ensuite au point final
2
selon l'avance de
fraisage programmée. Le point final est situé
à l'intérieur
de
la surface. La TNC le calcule en fonction du rayon d'outil et des
valeurs programmées pour le point initial et la longueur.
4 Selon l'avance de pré-positionnement, la TNC décale l'outil
transversalement jusqu'au point initial de la ligne suivante ; la
TNC calcule le décalage à partir de la largeur programmée, du
rayon d'outil et du facteur de recouvrement maximal.
5 L'outil revient ensuite au point initial
1
. Le décalage à la ligne
suivante a lieu à nouveau à l'intérieur de la pièce.
6 Le processus est répété jusqu'à ce que la surface programmée
soit intégralement usinée. A la fin de la dernière trajectoire, la
passe est assurée à la profondeur d'usinage suivante.
7 Pour minimiser les courses inutiles, la surface est ensuite
usinée dans l'ordre chronologique inverse.
8 Le processus est répété jusqu’à ce que toutes les passes
soient exécutées. Lors de la dernière passe, l'outil n'exécute
que l'usinage de la surépaisseur de finition, selon l'avance de
finition.
9 Pour terminer, la TNC ramène l'outil, selon
FMAX, au saut de
bride.
Stratégie Q389=2
3 L'outil se déplace ensuite au point final
2
selon l'avance de
fraisage programmée. Le point final est situé à l'extérieur de
la surface. La TNC le calcule en fonction du rayon d'outil et
des valeurs programmées pour le point initial, la longueur et la
distance d'approche latérale.
4 La TNC déplace l'outil dans l'axe de broche, à la distance
d'approche au dessus de la profondeur de passe actuelle, puis
le ramène directement au point initial de la ligne suivante, selon
l'avance de pré-positionnement. La TNC calcule le décalage
en fonction de la largeur programmée, du rayon d'outil et du
facteur de recouvrement maximal.
5 Ensuite, l'outil se déplace à nouveau à la profondeur de passe
actuelle, puis en direction du point final
2.
6 Le processus d'usinage ligne à ligne est répété jusqu'à ce que
la surface programmée soit intégralement usinée. A la fin de
la dernière trajectoire, la passe est assurée à la profondeur
d'usinage suivante.
7 Pour minimiser les courses inutiles, la surface est ensuite
usinée dans l'ordre chronologique inverse.
8 Le processus est répété jusqu’à ce que toutes les passes
soient exécutées. Lors de la dernière passe, l'outil n'exécute
que l'usinage de la surépaisseur de finition, selon l'avance de
finition.
9 Pour terminer, la TNC ramène l'outil, selon
FMAX, au saut de
bride.