Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 296
Cycles : tournage
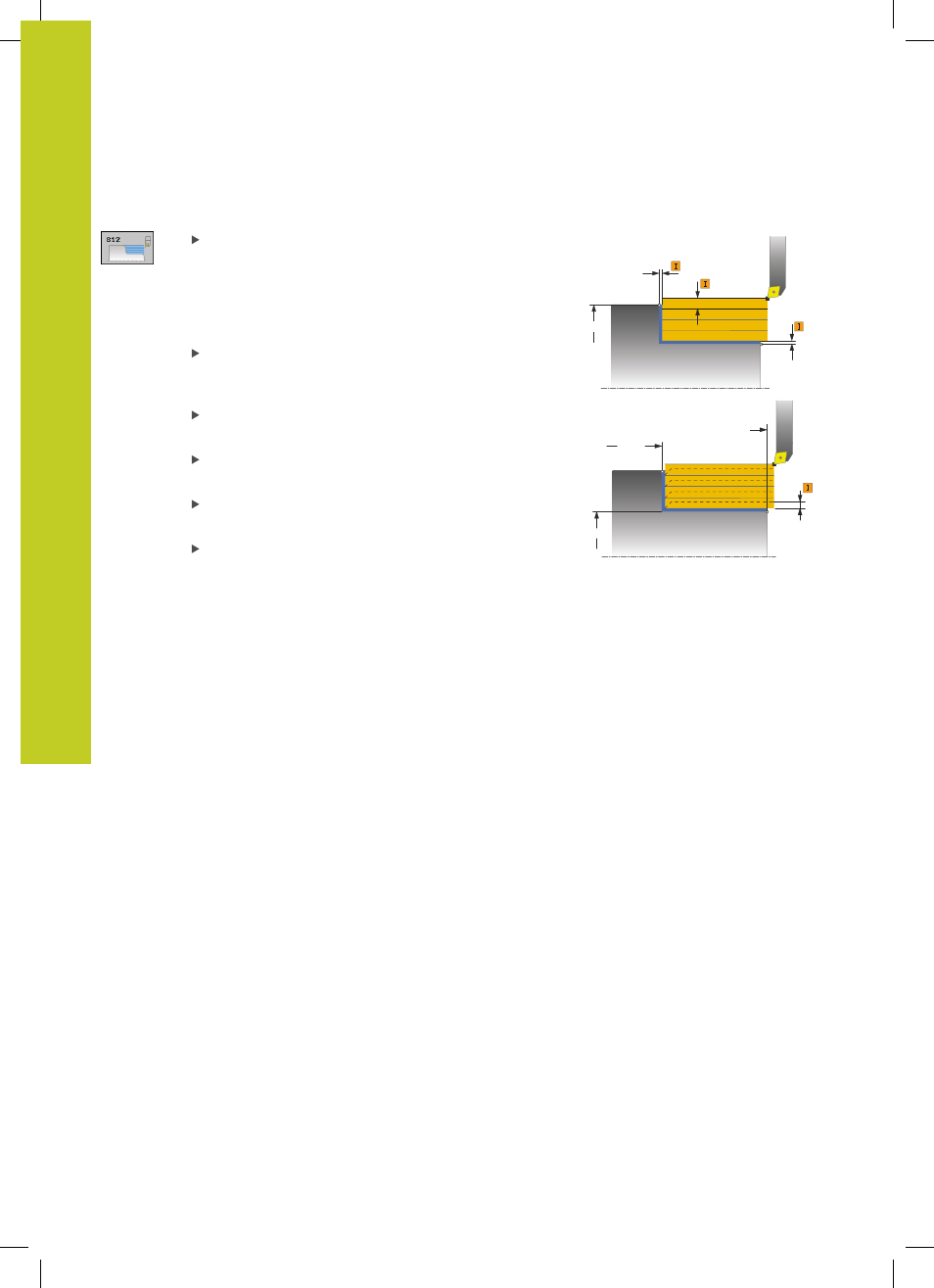
13.6 TOURNAGE EPAULEMENT LONGITUDINAL ETENDU
(cycle 812, DIN/ISO : G812)
13
296
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
Paramètres du cycle
Opérations d'usinage Q215 : définir les opérations
d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition à la cote finale
3
: seulement finition à la surépaisseur
Distance d'approche Q460 (en incrémental) :
distance pour mouvement de retrait et
prépositionnement
Diamètre début de contour Q491 : coordonnée X
du point de départ du contour (cote au diamètre)
Début du contour Z Q492 : coordonnée Z du point
de départ du contour
Diamètre fin de contour Q493 : coordonnée X du
point final du contour (cote au diamètre)
Fin de contour Z Q494 : coordonnée Z du point
final du contour
Ø Q491
Ø Q483
Q484
Q463
Q460
Q493
Ø Q493
Q494