Paramètres du cycle, Dégagement en cas d'interruption du programme – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 108
Cycles d'usinage : taraudage / fraisage de filets
4.3
NOUVEAU TARAUDAGE RIGIDE sans mandrin de compensation
(cycle 207, DIN/ISO : G207)
4
108
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
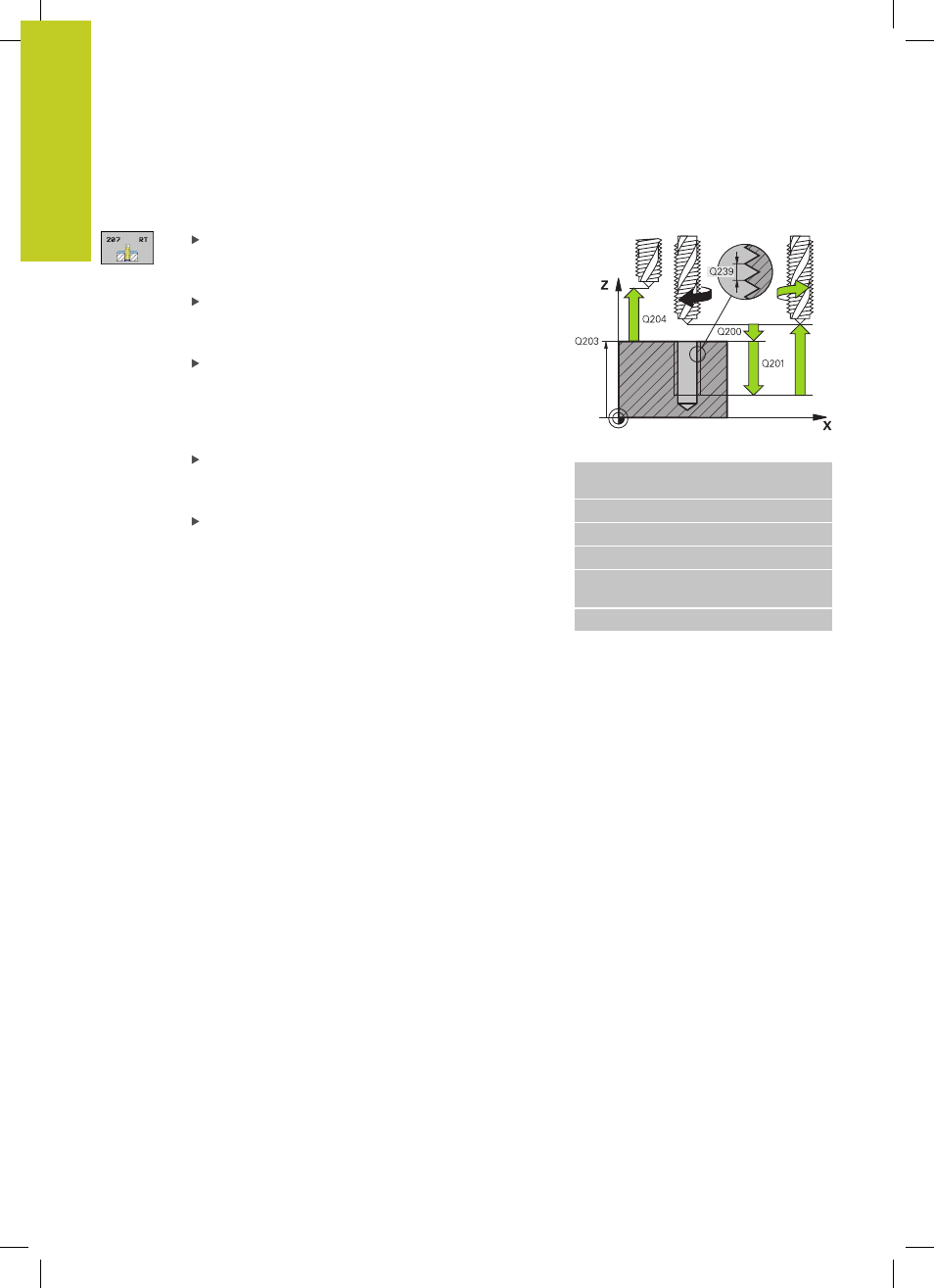
Paramètres du cycle
Distance d'approche Q200 (en incrémental) :
distance entre la pointe de l'outil et la surface de la
pièce. Plage d’introduction 0 à 99999,9999
Profondeur de filetage Q201 (en incrémental) :
distance entre la surface de la pièce et la fin du filet.
Plage d’introduction -99999,9999 à 99999,9999
Pas de vis Q239 : pas du filet Le signe détermine le
sens du filet :
+
= filet à droite
-
= filet à gauche Plage d’introduction -99,9999 à
99,9999
Coord. surface pièce Q203 (en absolu) :
coordonnée de la surface de la pièce. Plage
d’introduction -99999,9999 à 99999,9999
Saut de bride Q204 (en incrémental) : coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (élément de serrage). Plage
d’introduction 0 à 99999,9999
Séquences CN
26 CYCL DEF 207 NOUV. TARAUDAGE
RIG.
Q200=2
;DISTANCE D'APPROCHE
Q201=-20
;PROFONDEUR
Q239=+1
;PAS DE VIS
Q203=+25
;COORD. SURFACE
PIÈCE
Q204=50
;SAUT DE BRIDE
Dégagement en cas d'interruption du programme
Si vous appuyez sur la touche Stop externe pendant le filetage, la
TNC affiche la softkey DEGAGEMENT MANUEL. Si vous appuyez
sur DEGAGEMENT MANUEL, l'outil est dégagé sous l'action de la
commande. Pour cela, appuyez sur la touche positive de sens de
l'axe de broche actif.