Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 376
Cycles : tournage
13.28 FILETAGE LONGITUDINAL
(cycle 831, DIN/ISO : G831)
13
376
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
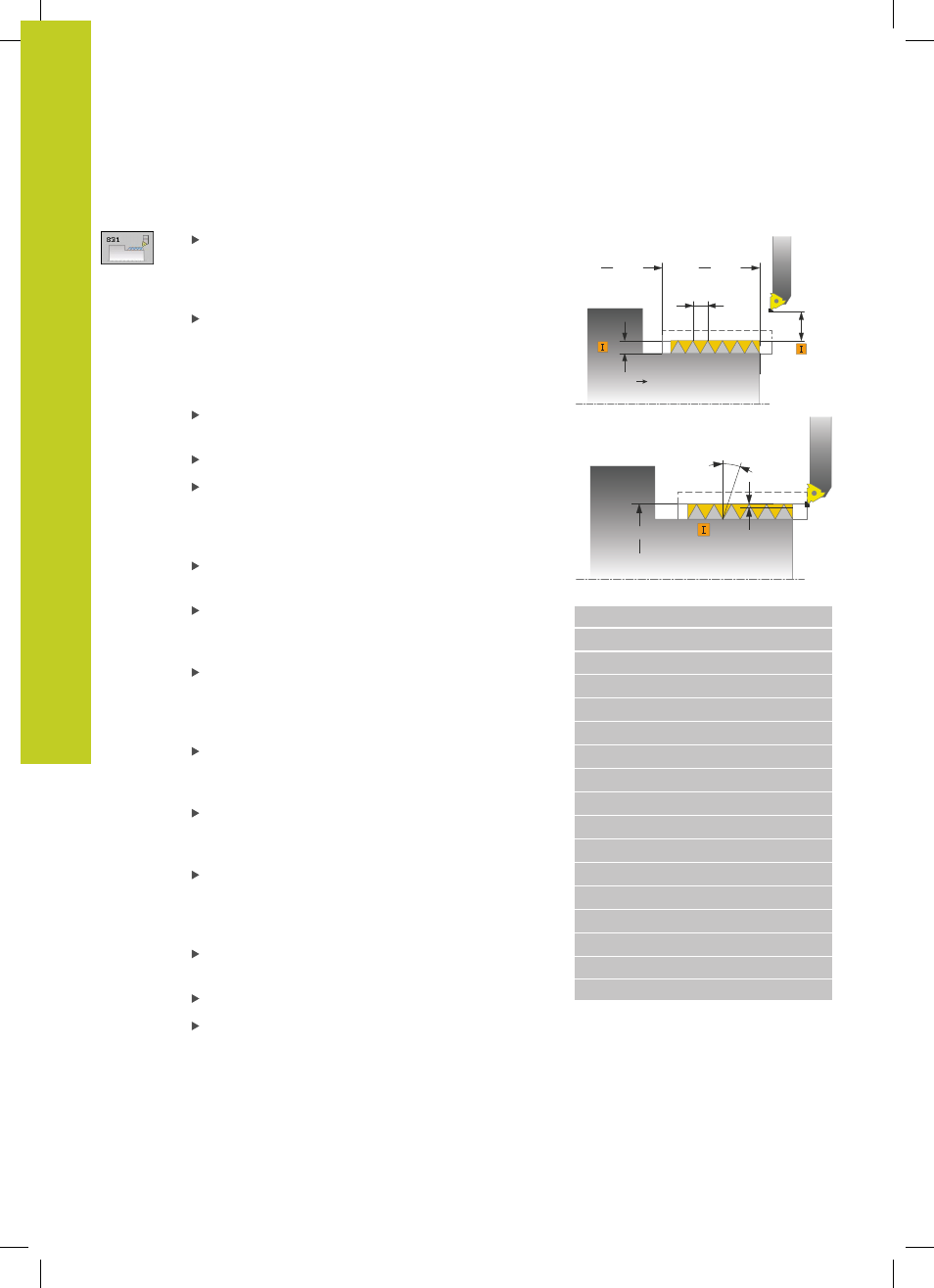
Paramètres du cycle
Position de filetage Q471 : définir la position du
filetage
0
: filet extérieur
1
: filet intérieur
Distance d'approche Q460 : distance d'approche
dans le sens radial et axial. Dans le sens axial, la
distance d'approche sert à l'accélération des axes
(course d'engagement) pour atteindre la vitesse
d'avance.
Diamètre de filetage Q491 : définir le diamètre
nominal du filet
Pas de filetage Q472 : valeur du pas du filet
Profondeur de filetage Q473 (en incrémental) :
profondeur du filet. En introduisant 0, la commande
calcule la profondeur en fonction d'un filetage au
pas métrique.
Départ de contour Z Q492 : coordonnée Z du point
de départ
Fin de contour Z Q494 : coordonnée Z du point
final du contour incluant la course de sortie de
filetage Q474
Sortie de filetage Q474 (en incrémental) : course,
à partir de la fin du filetage, sur laquelle le diamètre
d'usinage actuel croît jusqu'au diamètre de filetage
Q460
Profondeur de coupe maximale Q463 : profondeur
de passe maximale dans le sens radial par rapport
au rayon
Angle de passe Q467 : angle selon lequel est
assurée la prise de passe Q463. La référence
angulaire est la perpendiculaire à l'axe de rotation.
Type de passe Q468 : définir le type de passe
0
: section de copeaux constante (la passe diminue
avec la profondeur)
1
: profondeur de passe constante
Angle initial Q470 : angle de la broche avec lequel
l'usinage du filet doit commencer
Nombre filets Q475 : nombre de filets
Nombre de passes à vide Q476 : nombre de passes
à vide à la profondeur de filetage atteinte
Q460
Q472
Q473
=0 ISO
1502
Q492
Q494
Ø Q491
Q467
Q463
Séquences CN
11 CYCL DEF 831 FILETAGE LONG.
Q471=+0
;POSITION FILETAGE
Q460=+5
;DISTANCE D'APPROCHE
Q491=+75
;DIAMETRE FILETAGE
Q472=+2
;PAS FILETAGE
Q473=+0
;PROF. FILETAGE
Q492=+0
;DEPART CONTOUR Z
Q494=-15
;FIN DE CONTOUR Z
Q474=+0
;SORTIE DE FILETAGE
Q463=+0.5
;PROF. COUPE MAX.
Q467=+30
;ANGLE DE PASSE
Q468=+0
;TYPE DE PASSE
Q470=+0
;ANGLE INITIAL
Q475=+30
;NOMBRE FILETS
Q476=+30
;NB COUPES A VIDE
12 L X+80 Y+0 Z+2 FMAX M303
13 CYCL CALL