Définir des positions d'usinage, Définir une seule rangée – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 60
Utiliser les cycles d'usinage
2.3
Définition de motifs avec PATTERN DEF
2
60
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
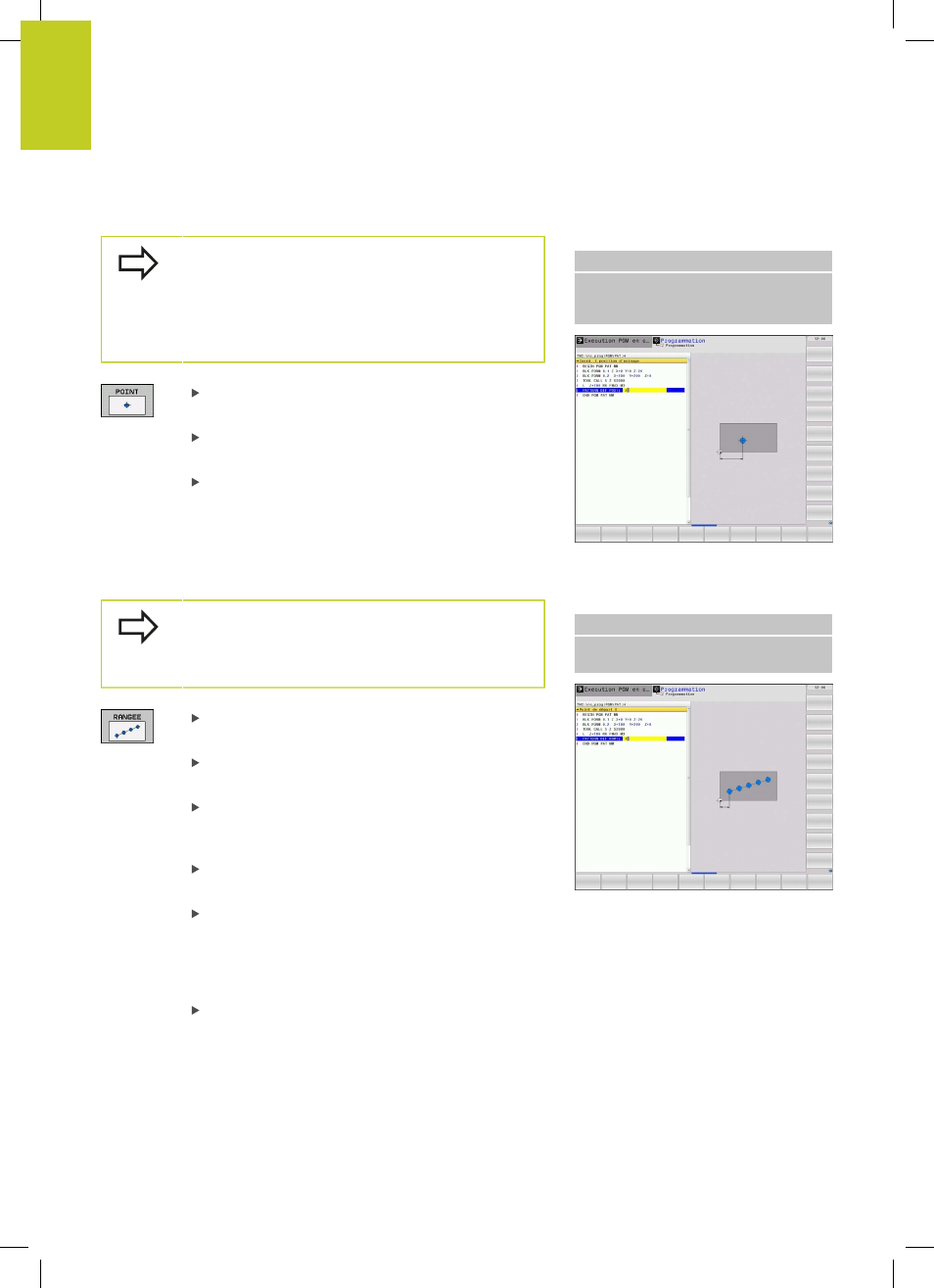
Définir des positions d'usinage
Vous pouvez introduire jusqu'à 9 positions d'usinage.
Valider chaque position introduite avec la touche ENT.
Si vous définissez une
surface de pièce en Z
différente de 0, cette valeur agit en plus de la valeur
du paramètre Coord. surface pièce
Q203 qui est défini
dans le cycle d'usinage.
Coord. X position d'usinage (en absolu) : introduire
la coordonnée X
Coord. Y position d'usinage (en absolu) : introduire
la coordonnée Y
Coordonnée surface pièce (en absolu) : introduire
la coordonnée Z à laquelle doit débuter l'usinage
Séquences CN
10 L Z+100 R0 FMAX
11 PATTERN DEF POS1
(X+25 Y+33,5 Z+0) POS2 (X+50 Y+75 Z
+0)
Définir une seule rangée
Si vous définissez une
surface de pièce en Z
différente de 0, cette valeur agit en plus de la valeur
du paramètre Coord. surface pièce
Q203 qui est défini
dans le cycle d'usinage.
Point initial X (en absolu) : coordonnée du point
initial de la rangée dans l'axe X
Point initial Y (en absolu) : coordonnée du point
initial de la rangée dans l'axe Y
Distance positions d'usinage (en incrémental) :
écart entre les positions d'usinage. Valeur positive
ou négative possible
Nombre d'usinages : nombre total de positions
d'usinage
Position angulaire de l'ensemble du motif
(en absolu) : angle de rotation dont le centre
correspond au point initial. Axe de référence : axe
principal du plan d'usinage actif (p. ex. X avec l'axe
d'outil Z). Valeur positive ou négative possible
Coordonnée surface pièce (en absolu) : introduire
la coordonnée Z à laquelle doit débuter l'usinage
Séquences CN
10 L Z+100 R0 FMAX
11 PATTERN DEF ROW1
(X+25 Y+33,5 D+8 NUM5 ROT+0 Z+0)