Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 262
Cycles : conversions de coordonnées
11.9 PLAN D'USINAGE (cycle 19, DIN/ISO : G80, option de logiciel 1)
11
262
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
Attention lors de la programmation !
Les fonctions d'inclinaison du plan d'usinage
sont adaptées à la machine et à la TNC par le
constructeur. Sur certaines têtes pivotantes (tables
pivotantes), le constructeur de la machine définit si
les angles programmés dans le cycle doivent être
interprétés par la TNC comme coordonnées des axes
rotatifs ou comme composantes angulaires d'un plan
incliné.
Consultez le manuel de votre machine.
Dans la mesure où les valeurs d'axes rotatifs non
programmées sont toujours interprétées comme
valeurs non modifiées, définissez toujours les trois
angles dans l'espace, même si un ou plusieurs de
ces angles ont la valeur 0.
L’inclinaison du plan d’usinage est toujours exécutée
autour du point zéro courant.
Si vous utilisez le cycle 19 avec la fonction M120
active, la TNC annule automatiquement la correction
de rayon et la fonction M120.
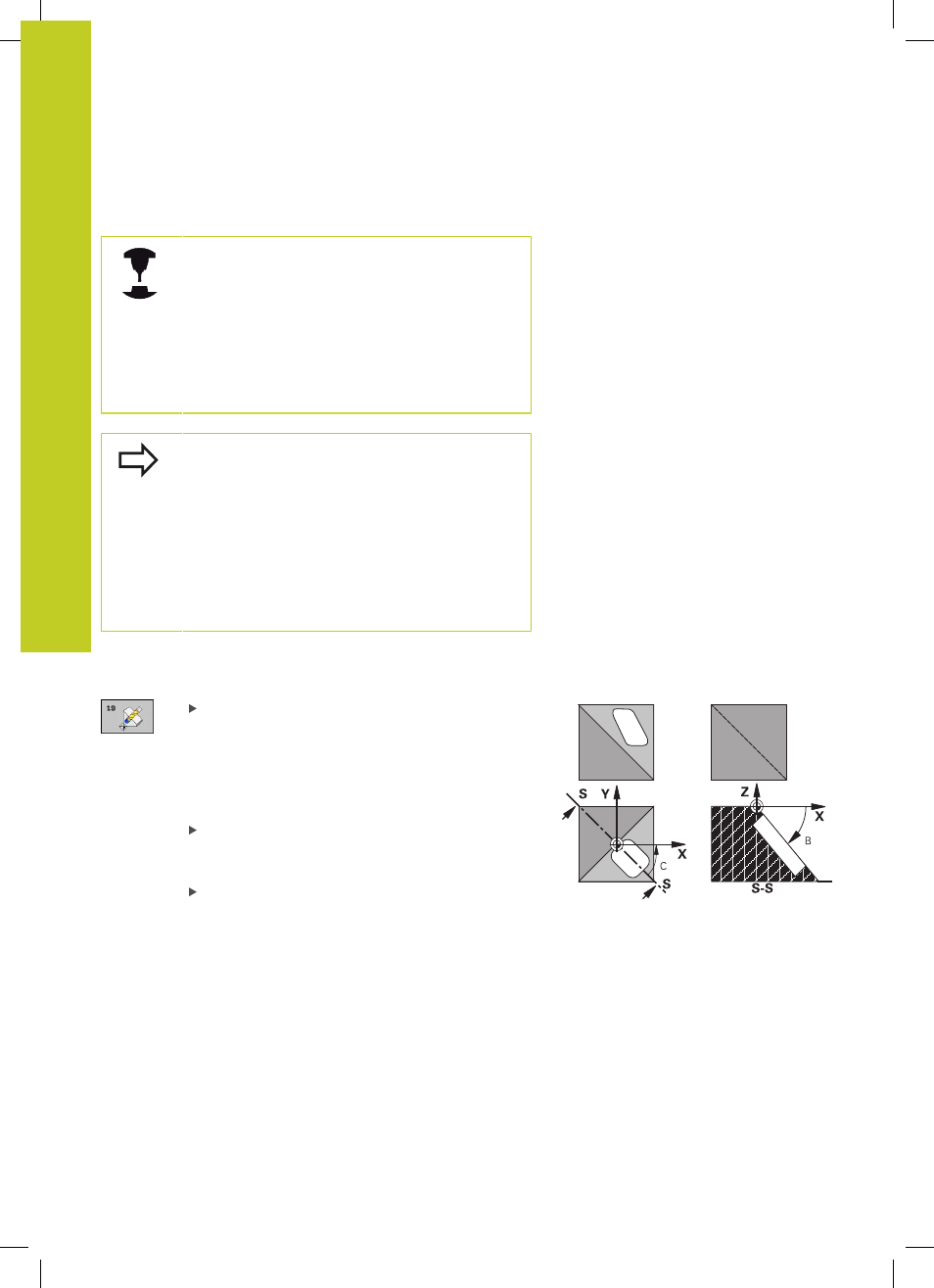
Paramètres du cycle
Axe et angle de rotation ? : introduire l'axe rotatif
avec son angle de rotation ; programmer les
axes rotatifs A, B et C avec les softkeys. Plage
d’introduction -360,000 à 360,000
Si la TNC positionne automatiquement les axes rotatifs, vous devez
encore introduire les paramètres suivants :
Avance? F = : vitesse de déplacement de l'axe
rotatif lors du positionnement automatique. Plage
d’introduction 0 à 99999,999
Distance d'approche? (en incrémental) : la TNC
positionne la tête pivotante de manière à ce que
la position de l'outil, augmentée de la distance
de sécurité, ne soit pas modifiée par rapport à la
pièce. Plage d’introduction 0 à 99999,9999