Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 311
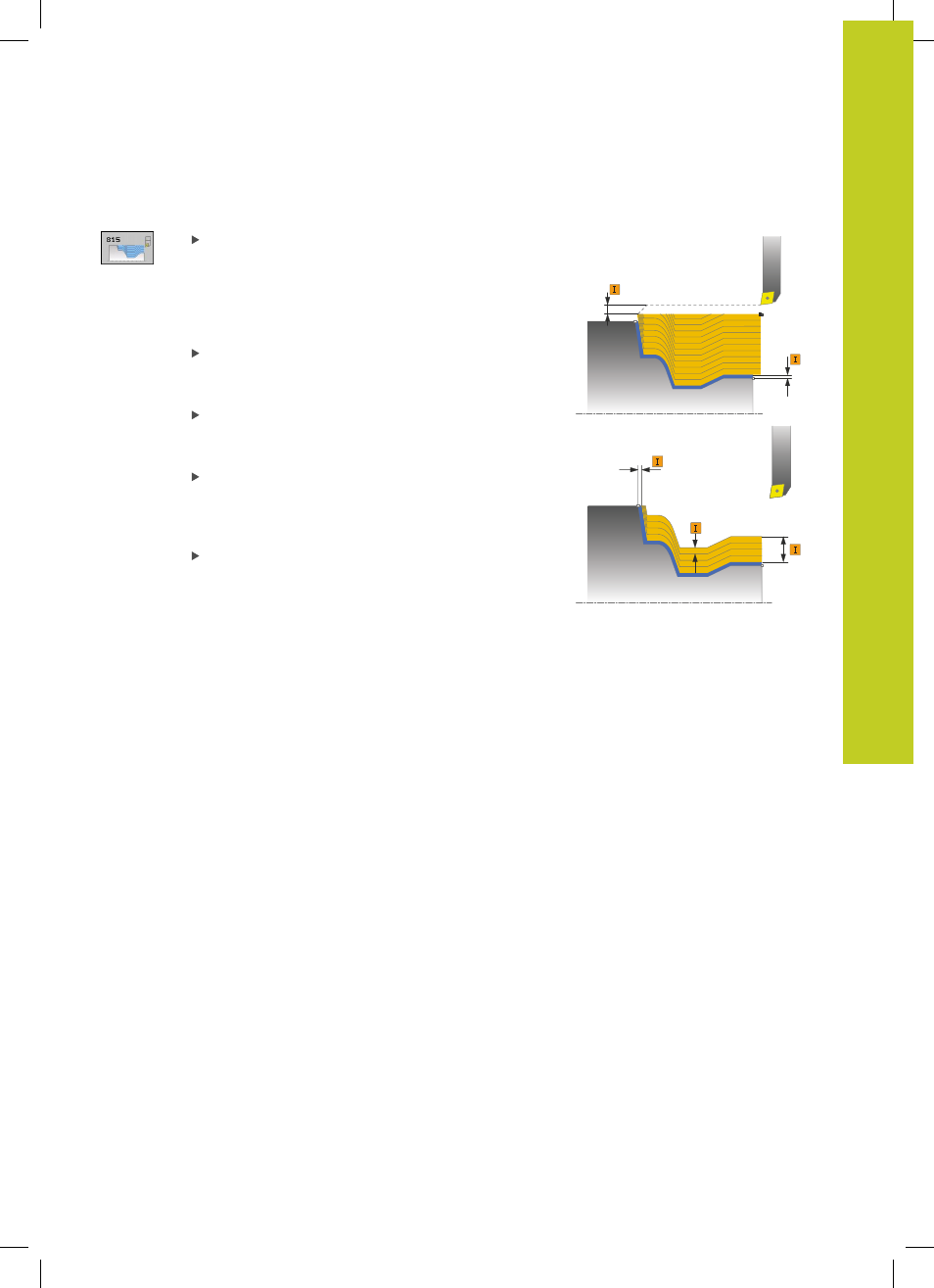
TOURNAGE PARALLELE AU CONTOUR
(cycle 815, DIN/ISO : G815)
13.10
13
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
311
Paramètres du cycle
Opérations d'usinage Q215 : définir les opérations
d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition à la cote finale
3
: seulement finition à la surépaisseur
Distance d'approche Q460 (en incrémental) :
distance pour mouvement de retrait et
prépositionnement
Surépaisseur pièces brute Q485 (en incrémental) :
surépaisseur parallèle au contour sur le contour
défini
Lignes de coupe Q486 : définir le type des lignes
de coupe
0
: coupes avec section de copeaux constante
1
: répartition équidistante des coupes
Inverser contour Q499 : définir le sens d'usinage
du contour
0
: le contour est usiné dans le sens programmé
1
: le contour est usiné dans le sens inverse au sens
programmé
Q460
Ø Q483
Q458
Q463
Q484