4 principes de base des cycles multipasses, Principes de base des cycles multipasses, Principes de base des cycles multipasses 13.4 – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 291
Principes de base des cycles multipasses 13.4
13
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
291
13.4
Principes de base des cycles
multipasses
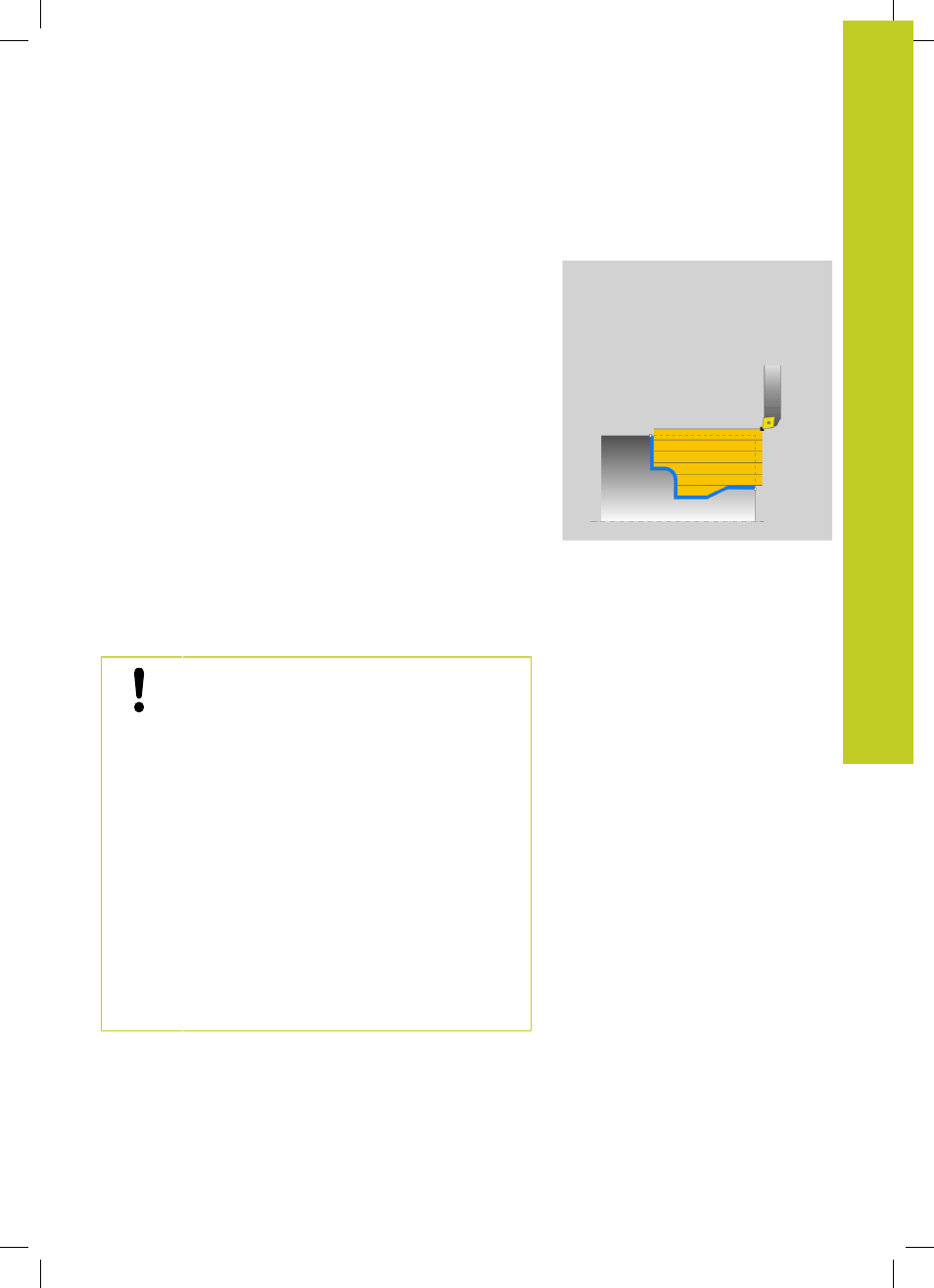
Le prépositionnement de l'outil détermine la zone d'usinage du
cycle et donc également le temps d'usinage. Pour l'ébauche, le
point de départ des cycles correspond à la position de l'outil au
moment de l'appel du cycle. Pour calculer la zone à usiner, la TNC
tient compte du point de départ et du point final défini dans le cycle
ou du point final du contour défini dans le cycle. Dans certains
cycles, si le point de départ est à l'intérieur de la zone à usiner, la
TNC positionne l'outil d'abord à une distance de sécurité.
Dans les cycles 81x, l'usinage est réalisé dans le sens de l'axe de
rotation, dans les cycles 82x, dans le sens perpendiculaire à l'axe
de rotation. Les déplacements ont lieu parallèles au contour dans le
cycle 815
Vous pouvez utiliser les cycles pour les usinages intérieurs et
extérieurs. Pour s'informer à ce sujet, la TNC se réfère à la positon
de l'outil ou à la définition du contour (voir "Travailler avec les
cycles", Page 285).
En ce qui concerne les cycles dans lesquels un contour défini doit
être usiné (cycle 810, 820 et 815), le sens de programmation du
contour est prioritaire sur la direction d'usinage.
Dans les cycles multipasses, vous pouvez choisir entre les
différentes opérations d'usinage, à savoir ébauche, finition ou
usinage intégral.
Attention, danger pour la pièce et l'outil!
Lors de la finition, les cycles multipasses
positionnent l'outil automatiquement au point
de départ. Lors de l'appel d'un cycle, la stratégie
d'approche est influencée par la position de l'outil.
Dans ce cas, la position de l'outil, à l'intérieur ou à
l'extérieur du contour d'enveloppe est déterminante
lors de l'appel d'un cycle. Le contour d'enveloppe
est le contour programmé agrandi de la distance
d'approche.
Si l'outil est à l'intérieur du contour d'enveloppe, le
cycle positionne l'outil directement à la position de
départ avec l'avance définie. Cela peut provoquer des
anomalies d'usinage du contour. Positionnez l'outil de
telle façon que le point de départ puisse être accosté
sans détérioration du contour.
Si l'outil est à l'extérieur du contour d'enveloppe,
l'outil se positionne jusqu'au contour d'enveloppe
en avance rapide puis à l'intérieur du contour
d'enveloppe avec l'avance programmée.