Fraisage en bout : correction 3d avec tcpm – HEIDENHAIN TNC 640 (34059x-05) Manuel d'utilisation
Page 484
Programmation : Usinage multiaxes
12.6 Correction d'outil tridimensionnelle (option 9)
12
484
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 3/2015
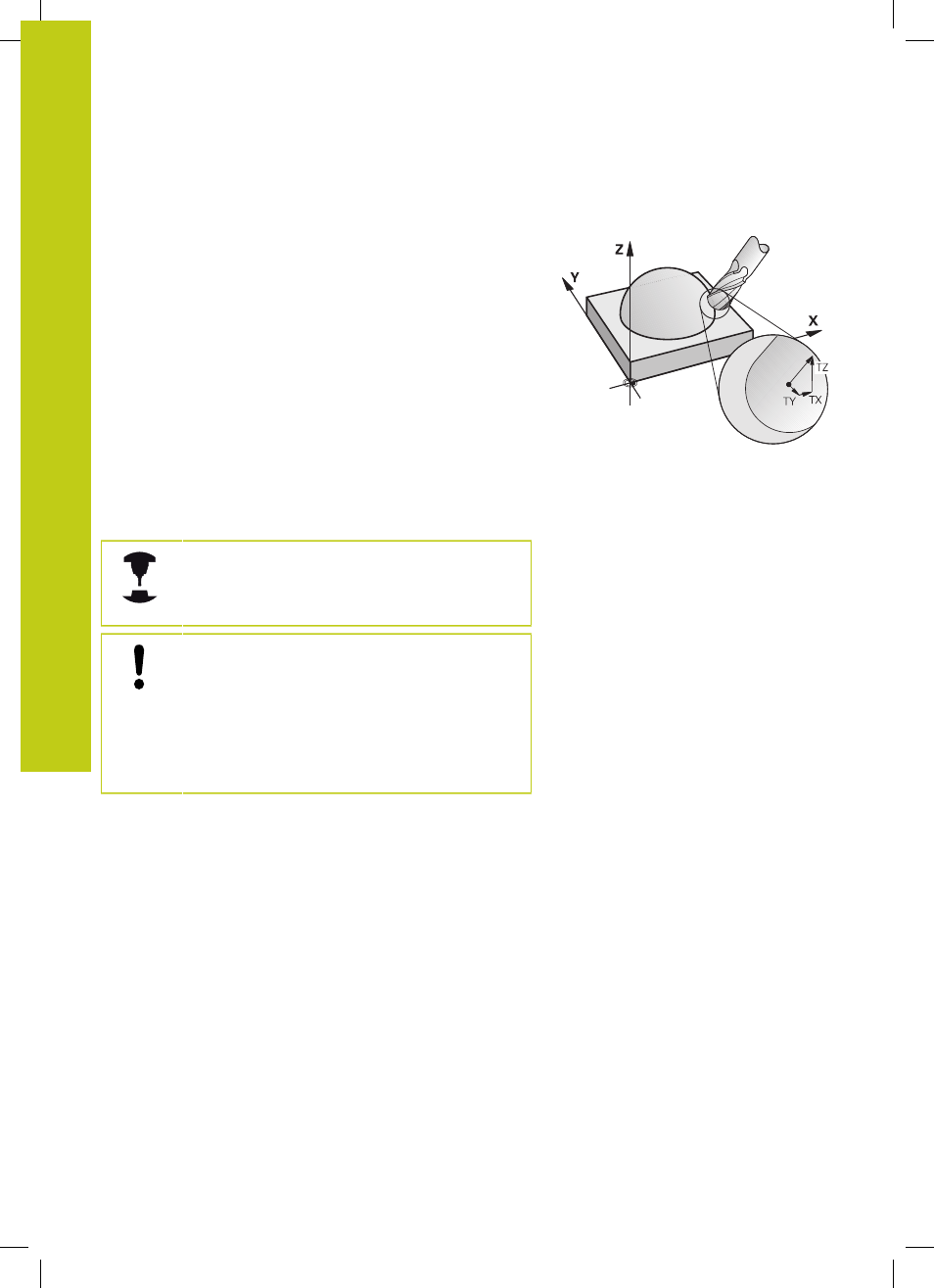
Fraisage en bout : correction 3D avec TCPM
Le fraisage en bout est un usinage avec le bout de l'outil. Lors
d'un usinage 5 axes, une correction 3D est possible quand le
programme CN contient des normales aux surfaces et que
TCPM
ou
M128 est actif. La correction RL/RR n'a pas besoin d'être active.
La TNC décale l'outil dans le sens des normales aux surfaces selon
la somme des valeurs Delta (tableau d'outils et
TOOL CALL).
Avec la fonction
TCPM activée (voir "Conserver la position de la
pointe de l'outil lors du positionnement des axes d'inclinaison
(TCPM) : M128 (option 9)", page 471), si aucune orientation d'outil
n'a été définie dans la séquence
LN, la TNC maintient l'outil de
manière perpendiculaire au contour.
Si une orientation d'outil
T a été définie dans la séquence LN
et si M128 (ou
FUNCTION TCPM) est activée, la TNC positionne
automatiquement les axes rotatifs de la machine de manière à ce
que l'outil atteigne l'orientation d'outil programmée. Si vous vous
n'avez pas activé
M128 (ou FUNCTION TCPM), la TNC ignore le
vecteur directionnel
T, même s'il est défini dans la séquence LN.
La TNC ne peut pas positionner automatiquement
les axes rotatifs sur toutes les machines. Consultez
le manuel de votre machine !
Attention, risque de collision!
Sur les machines dont les axes rotatifs n'autorisent
qu'une plage de déplacement limitée et lors du
positionnement automatique, des déplacements
peuvent nécessiter, par exemple, une rotation de la
table à 180°. Faites attention aux risques de collision
de la tête avec la pièce ou avec les éléments de
serrage.