HEIDENHAIN TNC 640 (34059x-05) Manuel d'utilisation
Page 222
Programmation : programmer les contours
6.3
Aborder et quitter le contour
6
222
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 3/2015
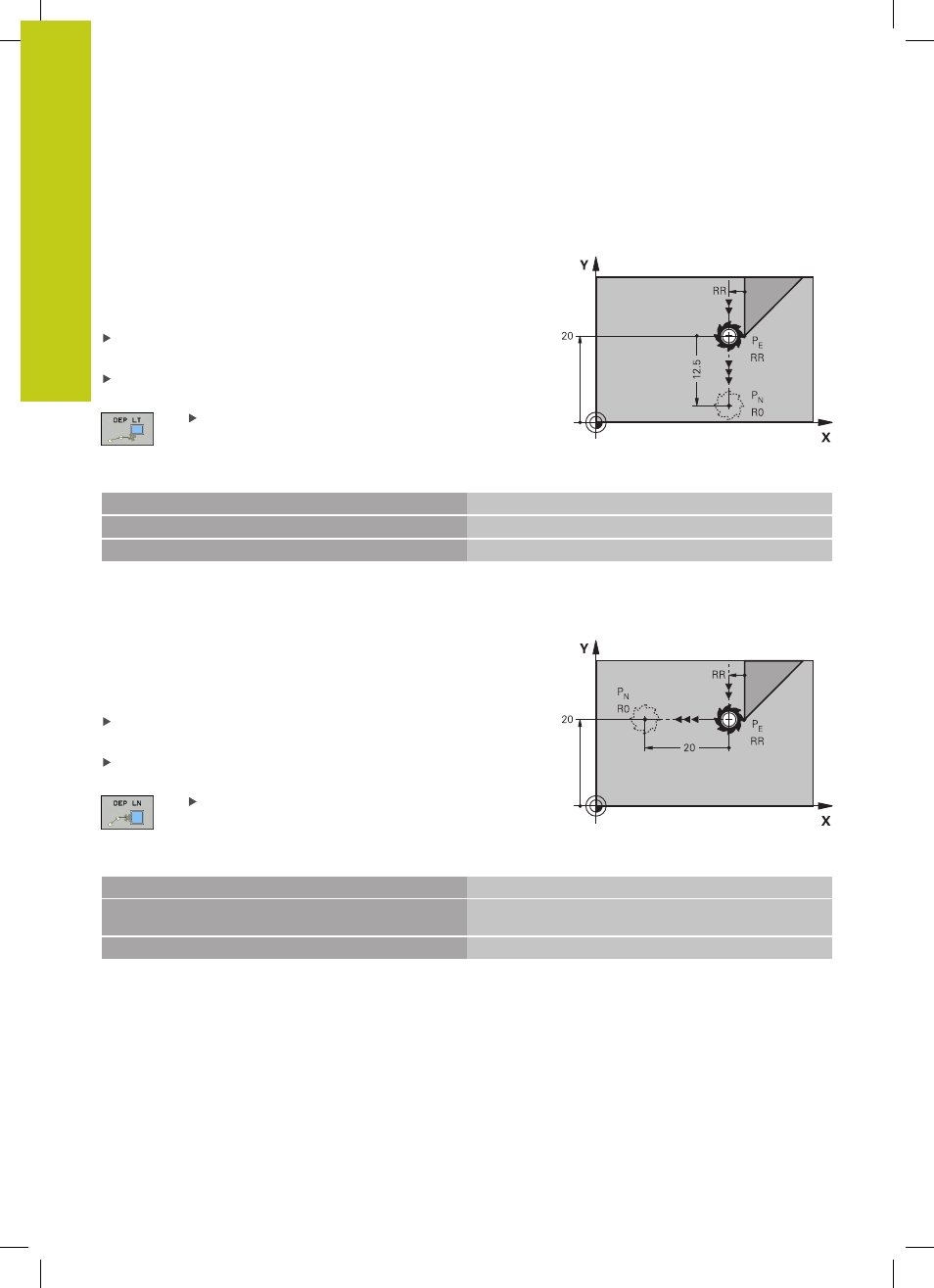
Sortie du contour par une droite avec raccordement
tangentiel :
DEP LT
La TNC déplace l'outil sur une droite allant du dernier point
du contour P
E
jusqu'au point final P
N
. La droite est dans le
prolongement du dernier élément du contour. P
N
est situé à
distance
LEN de P
E
.
Programmer le dernier élément du contour avec le point final P
E
et la correction de rayon
Ouvrir le dialogue avec la touche
APPR/DEP et la softkey
DEP LT :
LEN : introduire la distance entre le point final P
N
et le dernier élément du contour P
E
Exemple de séquences CN
23 L Y+20 RR F100
Dernier élément de contour : PE avec correction de rayon
24 DEP LT LEN12.5 F100
S'éloigner du contour de LEN=12,5 mm
25 L Z+100 FMAX M2
Dégagement en Z, retour, fin du programme
Sortie du contour par une droite perpendiculaire au
dernier point du contour :
DEP LN
La TNC déplace l'outil sur une droite allant du dernier point du
contour P
E
jusqu'au point final P
N
. La droite est perpendiculaire au
dernier point du contour P
E
. Le point P
N
se trouve à une distance
du point P
E
qui équivaut à
LEN + rayon d'outil.
Programmer le dernier élément du contour avec le point final P
E
et la correction de rayon
Ouvrir le dialogue avec la touche
APPR/DEP et la softkey
DEP LN :
LEN : entrer la distance du point final P
N
Important :
LEN doit être une valeur positive !
Exemple de séquences CN
23 L Y+20 RR F100
Dernier élément de contour : PE avec correction de rayon
24 DEP LN LEN+20 F100
S’éloigner perpendiculairement du contour
de LEN = 20 mm
25 L Z+100 FMAX M2
Dégagement en Z, retour, fin du programme