HEIDENHAIN TNC 640 (34059x-05) Manuel d'utilisation
Page 456
Programmation : Usinage multiaxes
12.2 La fonction PLANE pour incliner le plan d'usinage (option 8)
12
456
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 3/2015
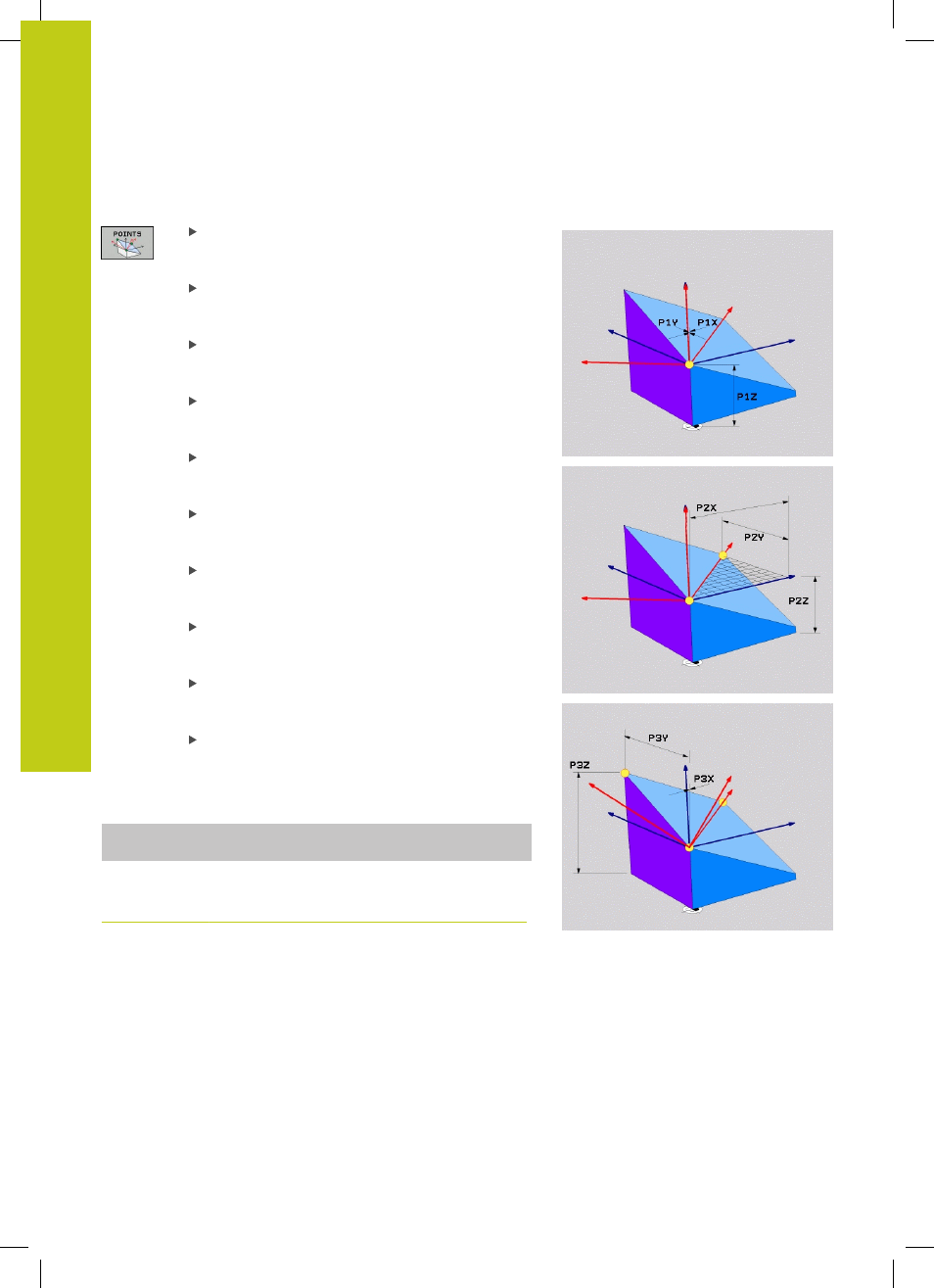
Paramètres à introduire
Coordonnée X du 1er point du plan ? :
coordonnée X
P1X du premier point du plan
(voir fig. en haut, à droite)
Coordonnée Y du 1er point du plan ? :
coordonnée Y
P1Y du premier point du plan
(voir fig. en haut, à droite)
Coordonnée Z du 1er point du plan ? :
coordonnée Z
P1Z du 1er point du plan
(voir fig. en haut, à droite)
Coordonnée X du 2ème point du plan ? :
coordonnée X
P2X du 2ème point du plan
(voir fig. au centre, à droite)
Coordonnée Y du 2ème point du plan ? :
Coordonnée Y
P2Y du 2ème point du plan
(voir fig. au centre, à droite)
Coordonnée Z du 2ème point du plan ? :
coordonnée Z
P2Z du 2ème point du plan
(voir fig. au centre, à droite)
Coordonnées X du 3ème point du plan ? :
Coordonnée X
P3X du 3ème point du plan
(voir fig. en bas, à droite)
Coordonnées Y du 3ème point du plan ? :
Coordonnée Y
P3Y du 3ème point du plan
(voir fig. en bas, à droite)
Coordonnée Z du 3ème point du plan ? :
coordonnée Z
P3Z du 3ème point du plan
(voir fig. en bas, à droite)
Poursuivre avec les propriétés de positionnement,
voir "Définir le comportement de positionnement
de la fonction PLANE", page 460
Séquence CN
5 PLANE POINTS P1X+0 P1Y+0 P1Z+20 P2X+30 P2Y+31 P2Z+20 P3X
+0 P3Y+41 P3Z+32.5 .....
Abréviations utilisées
Abréviation
Signification
POINTS
de l'anglais
points
= points