5 usiner avec les axes parallèles u, v et w, Résumé, Usiner avec les axes parallèles u, v et w – HEIDENHAIN TNC 640 (34059x-05) Manuel d'utilisation
Page 419: Usiner avec les axes parallèles u, v et w 11.5
Usiner avec les axes parallèles U, V et W
11.5
11
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 3/2015
419
11.5
Usiner avec les axes parallèles U, V
et W
Résumé
Votre machine doit être configurée par le
constructeur pour l'utilisation des fonctions des axes
parallèles.
Selon la configuration, la fonction PARAXCOMP peut
être activée par défaut.
Consultez le manuel de votre machine !
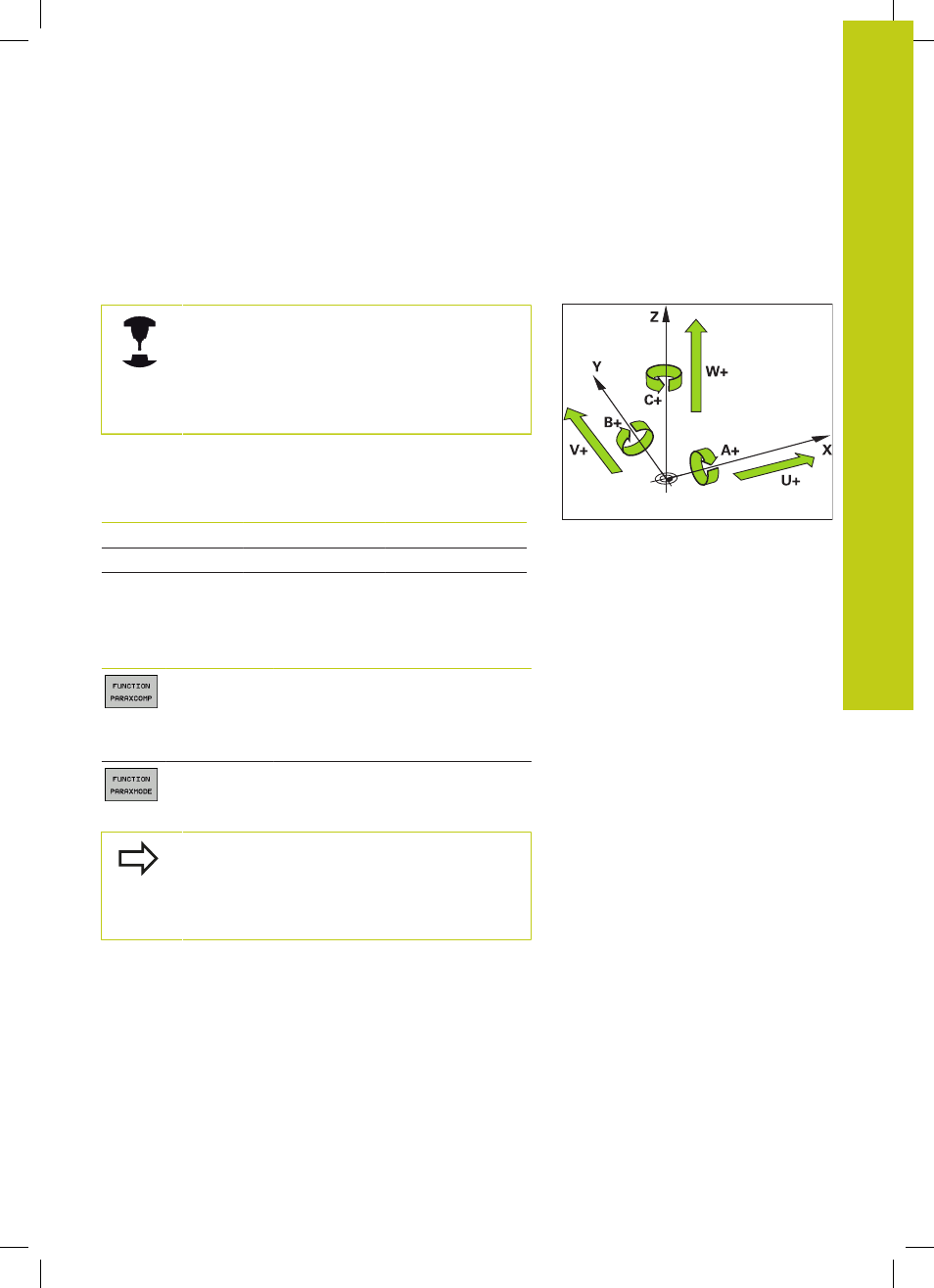
Il existe également des axes U, V et W dont les déplacements sont
parallèles aux axes principaux X, Y et Z . Les axes principaux et les
axes parallèles sont associés de manière définie :
Axe principal
Axe parallèle
Axe rotatif
X
U
A
Y
V
B
Z
W
C
Pour l'usinage avec les axes parallèles U, V et W, la TNC proposent
les fonctions suivantes :
Softkey Fonction
Signification
Page
PARAXCOMP
Définir le
comportement
de la TNC lors du
positionnement des
axes parallèles
PARAXMODE
Définir avec quels axes
la TNC doit exécuter
l'usinage
Après la mise en service de la TNC, la configuration
standard est active par défaut.
Avant le changement de la cinématique de la
machine, les fonctions des axes parallèles doivent
être désactivées.