Mode opératoire, Remarques sur la programmation – HEIDENHAIN TNC 640 (34059x-05) Manuel d'utilisation
Page 288
Programmation : sous-programmes et répétitions de parties de
programme
8.4
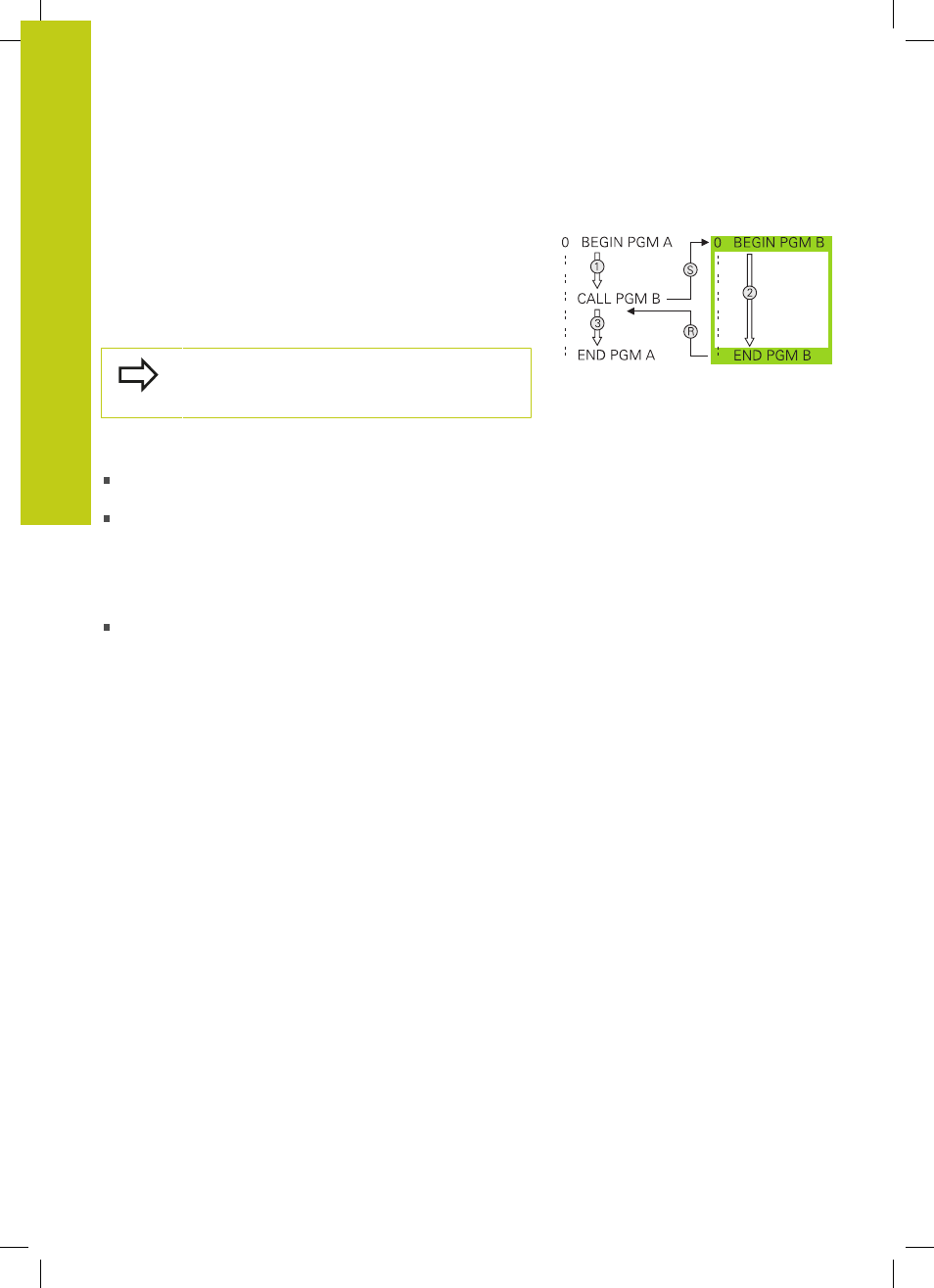
Programme au choix en tant que sous-programme
8
288
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 3/2015
Mode opératoire
1 La TNC exécute le programme d'usinage jusqu'à ce que vous
appeliez un autre programme avec
CALL PGM.
2 La TNC exécute ensuite le programme d'usinage appelé jusqu'à
la fin de celui-ci.
3 Puis, la TNC poursuit l'exécution du programme d'usinage qui a
effectué l'appel avec la séquence suivante.
Si vous souhaitez programmer des appels de
programme variables en liaison avec des paramètres
string, utilisez la fonction
SEL PGM.
Remarques sur la programmation
Pour appeler un programme d'usinage de votre choix, la TNC n'a
pas besoin de label.
Le programme appelé ne doit pas contenir la fonction auxiliaire
M2 ou M30. Si vous avez défini des sous-programmes avec
"Label" dans le programme d'usinage appelé, vous devez alors
remplacer M2 ou M30 par la fonction de saut
FN 9: IF +0 EQU
+0 GOTO LBL 99 pour ignorer impérativement cette partie de
programme.
Le programme d'usinage appelé ne doit contenir aucun appel
CALL PGM dans le programme à appeler (boucle sans fin).