HEIDENHAIN TNC 640 (34059x-05) Manuel d'utilisation
Page 464
Programmation : Usinage multiaxes
12.2 La fonction PLANE pour incliner le plan d'usinage (option 8)
12
464
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 3/2015
Exemple d'une machine équipée d'un plateau circulaire C et
d'une table pivotante A. Fonction programmée :
PLANE SPATIAL
SPA+0 SPB+45 SPC+0
Fin de course
Position de départ
SEQ
Résultat position d'axe
Aucun
A+0, C+0
non progr.
A+45, C+90
Aucun
A+0, C+0
+
A+45, C+90
Aucun
A+0, C+0
–
A–45, C–90
Aucun
A+0, C–105
non progr.
A–45, C–90
Aucun
A+0, C–105
+
A+45, C+90
Aucun
A+0, C–105
–
A–45, C–90
–90 < A < +10
A+0, C+0
non progr.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Message d'erreur
Aucun
A+0, C–135
+
A+45, C+90
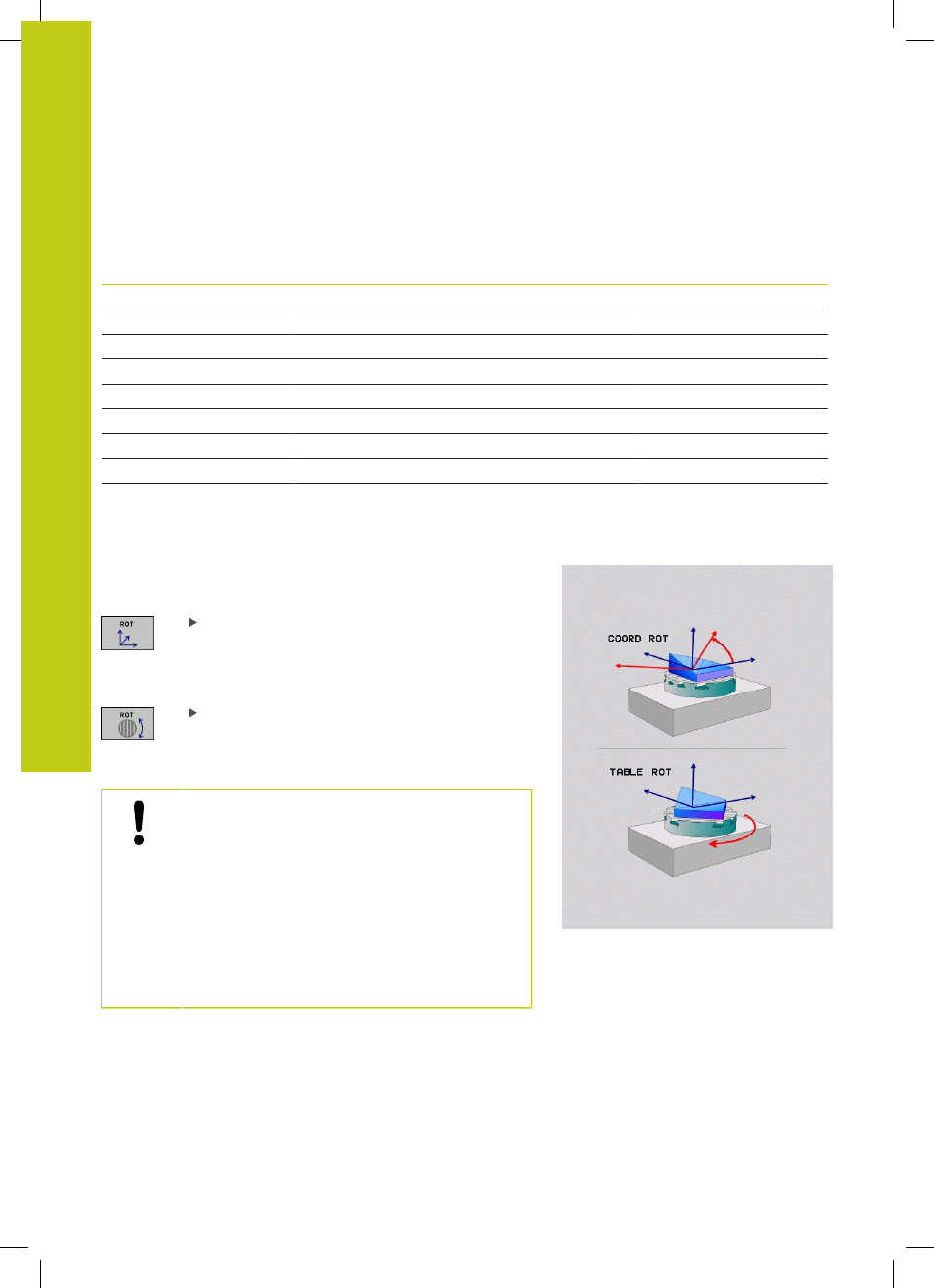
Sélection du mode de transformation (introduction
optionnelle)
Pour les angles d'inclinaison qui ne font pivoter le système de
coordonnées qu'autour de l'axe d'outil, il existe une fonction qui
vous permet de définir le type de transformation :
COORD ROT définit que la fonction PLANE ne
doit faire pivoter le système de coordonnées
qu'à l'angle d'inclinaison défini. La compensation
est effectuée par calcul ; aucun axe rotatif n'est
déplacé.
TABLE ROT spécifie que la fonction PLANE
doit positionner le plateau circulaire à l'angle
d'inclinaison défini. La compensation s'effectue
par rotation de la pièce
Avec l'utilisation de la fonction
PLANE AXIAL, les
fonctions
COORD ROT et TABLE ROT sont inactives.
COORD ROT n'est active que si l'inclinaison est
effectuée autour de l'axe d'outil, p. ex.
SPC+45 pour
l'axe d'outil
Z. Dès qu'un deuxième axe d'inclinaison
est nécessaire pour réaliser l'usinage, la fonction
TABLE ROT est automatiquement active.
Si vous utilisez la fonction
TABLE ROT avec une
rotation de base et un angle d'inclinaison à 0, la TNC
incline la table selon l'angle défini dans la rotation de
base.