Définir un motif unique, Définition de motifs avec pattern def 2.3 – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 63
Définition de motifs avec PATTERN DEF
2.3
2
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
63
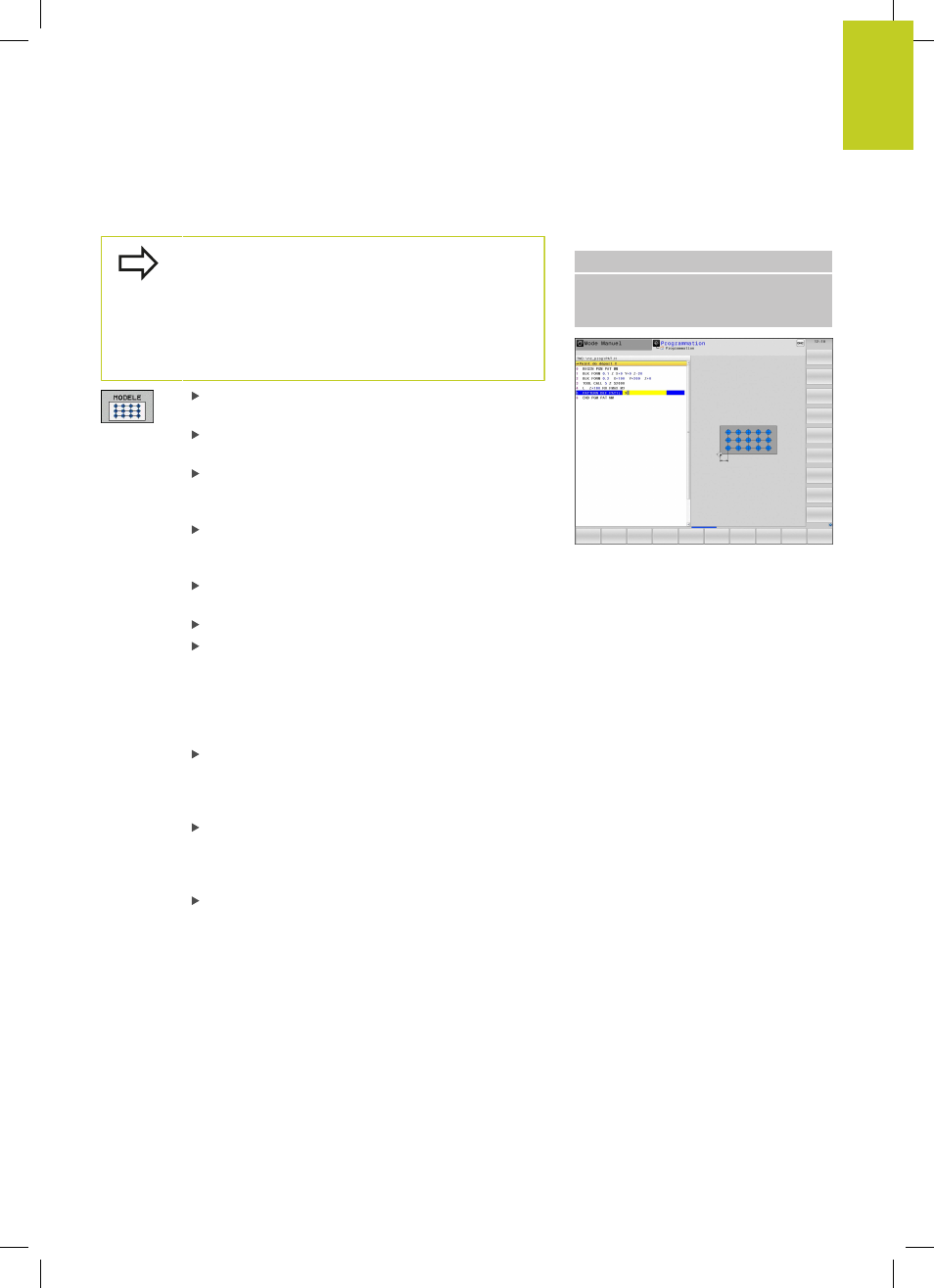
Définir un motif unique
Si vous définissez une
surface de pièce en Z
différente de 0, cette valeur agit en plus de la valeur
du paramètre Coord. surface pièce
Q203 qui est défini
dans le cycle d'usinage.
Les paramètres
Pos. ang. axe principal et Pos. ang.
axe secondaire s'additionnent à Pos. ang. du motif
exécuté précédemment.
Point initial X (en absolu) : coordonnée du point
initial du motif dans l'axe X
Point initial Y (en absolu) : coordonnée du point
initial du motif dans l'axe Y
Distance positions d'usinage X (en incrémental) :
écart entre les positions d'usinage dans le sens X.
Valeur positive ou négative possible
Distance positions d'usinage Y (en incrémental):
écart entre les positions d'usinage dans le sens Y.
Valeur positive ou négative possible
Nombre de colonnes : nombre total de colonnes du
motif
Nombre de lignes : nombre total de lignes du motif
Position angulaire de l'ensemble du motif
(en absolu) : angle de rotation dont le centre
correspond au point initial du motif. Axe de
référence : axe principal du plan d'usinage courant
(p. ex. X avec l'axe d'outil Z). Valeur positive ou
négative possible
Pos. ang. axe principal : angle de rotation
concernant uniquement l'axe principal du plan
d'usinage déformé par rapport au point initial
programmé. Valeur positive ou négative possible
Pos. ang. axe secondaire : angle de rotation
concernant uniquement l'axe secondaire du plan
d'usinage déformé par rapport au point initial
programmé. Valeur positive ou négative possible
Coordonnée surface pièce (en absolu) : introduire
la coordonnée Z à laquelle doit débuter l'usinage
Séquences CN
10 L Z+100 R0 FMAX
11 PATTERN DEF PAT1 (X+25 Y+33,5
DX+8 DY+10 NUMX5 NUMY4 ROT+0
ROTX+0 ROTY+0 Z+0)