26 gorge axial etendu (cycle 872, din/iso : g872), Application, Mode opératoire du cycle d'ébauche – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manuel d'utilisation
Page 382: Gorge axial etendu (cycle 872, din/iso : g872)
Cycles : tournage
13.26 GORGE AXIAL ETENDU
(cycle 872, DIN/ISO : G872)
13
382
TNC 640 | Manuel d'utilisation Programmation des cycles | 7/2014
13.26
GORGE AXIAL ETENDU
(cycle 872, DIN/ISO : G872)
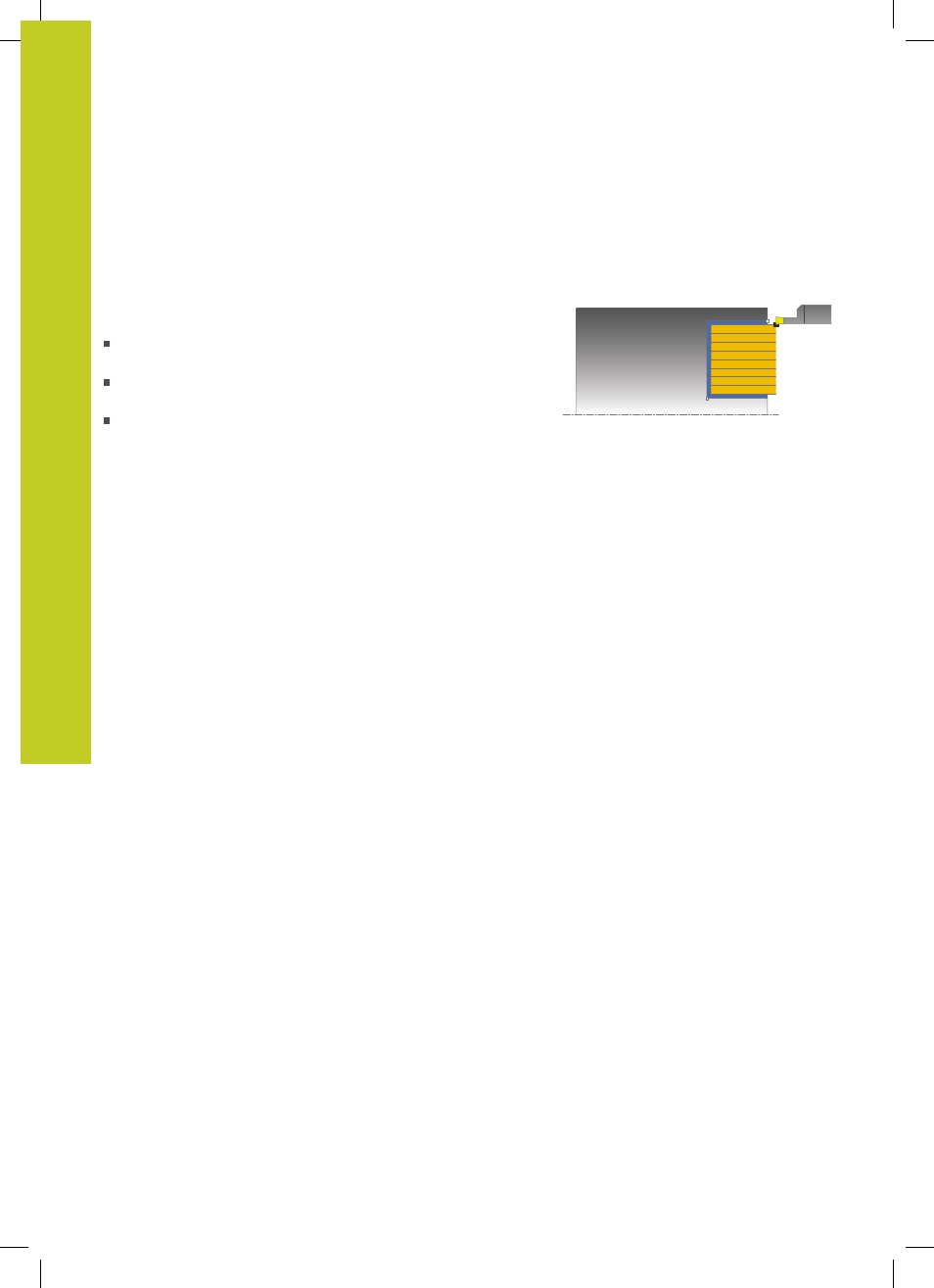
Application
Ce cycle permet d'usiner une gorge dans le sens axial (plongée
transversale). Fonctions étendues :
Vous pouvez ajouter un chanfrein ou un arrondi au début et à la
fin du contour.
Dans le cycle, vous pouvez définir un angle pour les flancs
latéraux de la gorge.
Vous pouvez ajouter des rayons dans les angles du contour.
Vous pouvez utiliser ce cycle au choix pour l'ébauche, la finition ou
l'usinage intégral. L'ébauche multipasses est exécutée en usinage
paraxial.
Mode opératoire du cycle d'ébauche
Lors de l'appel du cycle, la TNC utilise la position de l'outil comme
point de départ du cycle. Si la coordonnée Z du point de départ est
inférieure à
Q492 DÉPART DU CONTOUR Z, la TNC positionne l'outil
en Z à
Q492 et démarre le cycle à cet endroit.
1 La TNC exécute une prise de passe en paraxial selon l'avance
rapide (passe latérale = 0,8 largeur de la dent).
2 La TNC usine la zone comprise entre la position de départ et le
point final dans le sens radial, selon l'avance définie
Q478.
3 La TNC repositionne l'outil en rapide au point de départ de
l'opération de coupe.
4 La TNC répète ce processus (1 à 3) jusqu'à ce que la largeur de
la gorge soit atteinte.
5 La TNC repositionne l'outil en rapide au point de départ de
l'exécution du cycle.